Метод сварки
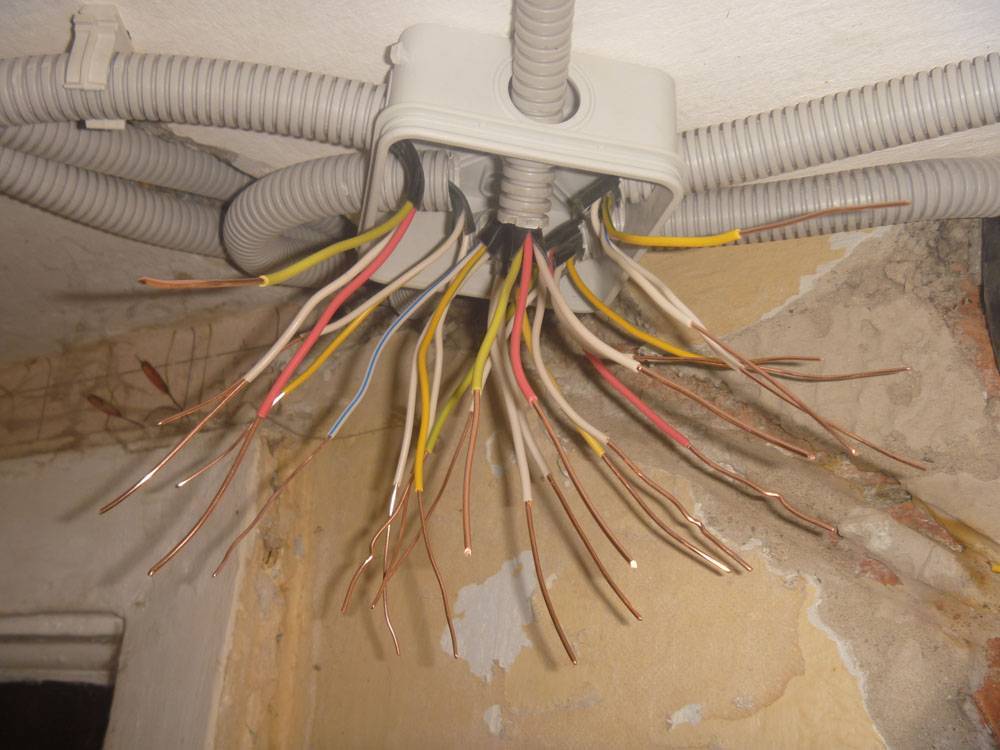
Для более надёжного контакта производится сварка соединительных проводов в распределительной коробке. При таком варианте концы жил сплавляются и образуют единое целое, что является гарантией безопасности и надёжности. Цельные контакты не подвергаются окислению, и сварные соединения со временем не слабеют.

Недостаток сварки в том, что вы должны уметь обращаться со специальным оборудованием, либо придётся приглашать профессионала.
Необходимые инструменты

Кроме того, что вы должны уметь варить, вам понадобятся:
- нож (чтобы снимать с жил изоляционный слой);
- бумага наждачная (чтобы зачистить соединяемые поверхности);
- инвертор сварочный;
- перчатки (защищают руки во время сварочных работ);
- очки либо маска (защищают глаза во время сварочных работ);
- электрод графитовый (угольный);
- флюс для защиты расплава от действия воздуха.
Алгоритм сварочного соединения

- С жил снимите ножом изоляцию на 70-80 мм.
- Наждачной бумагой зачистите жилы до блеска.
- Описанным выше методом сделайте скрутку проводов, её длина должна получиться не менее 50 мм.
- За верхнюю часть скрутки аккуратно зацепите клещи заземления.
- Снизу скрутки поднесите электрод, слегка коснитесь, чтобы разжечь дугу, и уберите. Сварка проводов происходит буквально за какие-то доли секунды.
- После этого дайте месту сварки остыть и изолируйте соединение.
Ещё один важный вопрос, сколько ампер выставить на сварочном аппарате? Для жил сечением 1,5 мм2 достаточно будет 30 А сварочного тока, для 2,5 мм2 – 50 А.
Сварка скруток в распредкоробке наглядно показана в этом видео:
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
|
Марка флюса |
Состав |
| Канифоль | Канифоль сосновая |
| Спиртоканифоль | Канифоль 30-40%, спирт этиловый 60-70 % |
| ЛТИ-120 | Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 % |
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Подготовка соединения
В отличие от традиционных методов сваривания заготовок, предполагающих формирование шовного соединения, сварка проводников внутри распредкоробки возможна лишь после их скручивания.
Перед свариванием скрутки концы каждого провода должны быть тщательно зачищены. Снимать внешнюю изоляцию с проводов следует на 7-10 см, что обеспечивает удобную для работы длину формируемой скрутки.
Получаемая после зачистки длина оголённых частей согласно требованиям ПУЭ должна составлять около 5-ти см, что исключает чрезмерный нагрев и плавление проводов в процессе сварка.
Для лучшего понимания особенностей сварки проводов своими руками желательно ознакомиться с правилами выбора используемого оборудования. Для этого, надо рассмотреть два важных вопроса: какие типы сварочного оборудования применимы в данных условиях, а также какие электроды для сварки оптимально подходят для заявленных целей.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Болтовые соединения
Такое соединение довольно надежное, но громоздкое. Для современных распределительных коробок он не подойдет из-за своих габаритов, но для больших коробок старого образца – в самый раз. Таким методом можно соединять как однородные, так и разнородные металлы. Работа выполняется следующим образом:
- На болт надевается стальная шайба.
- С проводников снимается изоляция, и они формируются в виде кольца.
- Первое кольцо надевается на болт.
- Затем на очереди другая стальная шайба, которая помещается на болт следом за первым.
- Сверху одевается второй соединительный провод.
- Весь этот «бутерброд» зажимается гайкой.
- В конце все нужно заизолировать.
Именно такая конструкция делает контакт громоздким. Если вам нужно соединить несколько пар проводов, то такой вариант не будет наилучшим.
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.

При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
Соединение проводов
Перед тем как соединять провода в распределительной коробке советуем вам изучить правила их монтажа
Ведь важно не только качественно соединить провода между собой, но и правильно завести их в распределительную коробку, а также удобно расположить для возможного осмотра или ремонта
Правила монтажа проводов в распределительной коробке
Прежде всего давайте рассмотрим правила, предъявляемые к обустройству и монтажу проводки в распределительной сети. Ведь именно с этого фактора начинается любой монтаж.
 Нормы монтажа проводки в распределительной коробке
Нормы монтажа проводки в распределительной коробке
- Прежде всего следует помнить, что в одной штробе, коробе или трубе допускается прокладка проводов не более восьми групп.
- Все соединения должны выполняться в соответствии с п.2.1.17 – 2.1.30 ПУЭ. Данные пункты предусматривают целый спектр ограничений. Прежде всего следует помнить, что провод перед любым контактом должен иметь запас, достаточный как минимум для одного повторного подключения.
- Перед тем как соединять провода в распаечной коробке следует убедиться, что они не имеют натяжения. Либо что это натяжение не возникнет при температурных перепадах.
- Любые места соединения проводов должны быть доступны для ремонта и осмотра. При этом эти места следует организовывать так, дабы осмотр не был затруднен элементами конструкции.
- Любое соединение должно иметь изоляцию. При этом эта изоляция должна соответствовать уровню основной изоляции. Для достижения данных параметров лучше использовать изоленту, либо термоусадку.
- Сами распределительные коробки должны изготавливаться из несгораемых или трудносгораемых материалов. как на видео. Особенно это касается монтажа проводки по сгораемым конструкциям, к которым предъявляться дополнительные требования.
Варианты соединения проводов в распределительной коробке
Прежде всего давайте рассмотрим способы соединения проводов в распределительной коробке. Ведь именно контактные соединения зачастую являются наиболее уязвимым местом любой электрической сети и любые недоработки проявляются очень быстро.
Согласно п.2.1.21 ПУЭ все соединения проводов и кабелей должны производится сваркой, пайкой, опрессовкой, винтовым или болтовым сжимом. Другие методы соединения, особенно это касается скрутки, не допускаются. Исходя из этого давайте рассмотрим каждый из возможных методов соединения по отдельности.
 Соединение методом сварки
Соединение методом сварки
Наиболее надежным считается соединение проводов методом сварки. Оно имеет наименьшие переходные сопротивления в результате чего, повышенный нагрев практически отсутствует. Кроме того, со временем такое соединение не теряет своих свойств.
Сварка проводов в распределительной коробке выполняется при помощи специального сварочного трансформатора и угольного электрода. Стоимость таких изделий достаточно велика для простой замена проводки в квартире, поэтому часто можно встретить самодельные устройства. Обычно это трансформаторы до 600 Вт и напряжением 9 – 36В.
На втором месте по надежности стоит соединение методом пайки. Этот метод более доступен для домашнего использования ведь не требует специального оборудования кроме обычного паяльника.
Соединение проводов методом пайки
Пайка проводов в распределительной коробке осуществляется по обычной технологии и не предъявляет особых требований
Единственным моментом, на который стоит обратить внимание — это качество таких соединений. Ведь в случае нагрева олово достаточно быстро нагреется и контакт пропадёт
Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки.
Опрессовка проводов в последнее время приобретает все большую популярность. Ведь на рынке появилось большое количество достаточно дешевого инструмента для опрессовки проводов, да и цена на расходные материалы для такого метода достаточно низка.
 Соединение проводов метод опрессовки
Соединение проводов метод опрессовки
Но наиболее распространенным все равно остается метод винтового или пружинного зажима жил. Огромное количество шин и клемм, представленных сейчас на рынке, позволяют осуществить достаточно надежное соединение проводов.
Обратите внимание! Винтовыми клеммами следует зажимать одножильный провод. Если вы используете многожильный медный провод, то вам необходимо приобрести специальные наконечники, которые не дадут винтам обломать нити многожильного провода при зажиме
Эти наконечники крепятся к проводу методом опрессовки.
Соединение согласно ПУЭ
При монтаже электрических сетей специалисты руководствуются следующими документами:
- ПУЭ 7 (Правила устройства и эксплуатации электроустановок);
- СНиП 3.05.06-85 «Электротехнические устройства»;
- ГОСТ Р 50571.5.52-2011 «Электроустановки низковольтные».
В ПУЭ 7 в качестве разрешенных указаны следующие виды соединений (глава 2.1, раздел «Электропроводки», п. 2.1.21):
- опрессовка;
- сварка;
- пайка;
- зажимы винтовые, болтовые и т.п.
В СНиПе 3.05.06-85 ():
- сварка;
- опрессовка;
- зажимы.
ГОСТ Р 50571.5.52-2011 (раздел 526 «Электрические соединения», п. 526.2) рекомендует пайку не использовать по упомянутым выше причинам (не касается коммутационных схем). Если же паяные соединения имеются, указывается в документе, то должны быть учтены возможные смещения, механические усилия и возрастание температуры при КЗ.
Как видно, пайку допускает только ПУЭ. Скрутка же вообще нигде не упоминается: применять этот способ ввиду недолговечности и низкой надежности официально запрещено.
Пайка паяльником
 Пайка скрутки паяльником
Пайка скрутки паяльником
Метод очень схож со сваркой, только в данном случае провода соединяются при помощи припоя. Для этих работ понадобится паяльник. Для работы вам понадобятся:
- паяльник;
- мелкая наждачная бумага;
- канифоль (флюс);
- кисточка для нанесения канифоли на;
- оловянно-свинцовый припой.
Порядок работы такой же, как при сварке:
- Снятие изоляции и зачистка наждачной бумагой.
- Скрутка.
- Нанесение флюса.
- Непосредственно пайка. Паяльником расплавляется припой, который должен затекать в саму скрутку, надежно соединяя провода между собой.
 Спаянная проводка в распредкоробке паяльником
Спаянная проводка в распредкоробке паяльником
Зачастую таким методом спаивают медные провода, но если приобрести специальный припой для пайки алюминия, то можно и паять и медь с алюминия.
Пайка довольно надежный, но не рекомендован в тех местах, где может быть сильный нагрев. Более того, при механическом воздействии соединение может ослабеть.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
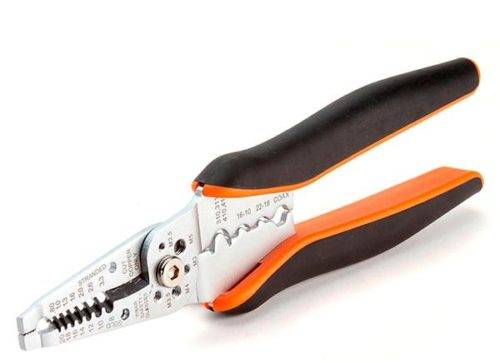 Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
 Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Конструкции распределительных коробок
Соединение проводов производится в распределительных (или распаечных) коробках, потому что это наиболее удобный способ монтажа. При любых неполадках и необходимости прозвонки отдельного провода стоит только открыть коробку и выявить предполагаемый к тесту проводник. Соединить провода в коробке можно несколькими способами, которые описаны в Правилах установки электроустановок (ПУЭ).
 Электропроводка в помещениях обычно прокладывается в 15 сантиметрах под потолком. На этом же расстоянии устанавливается и распредкоробка. Их чаще всего размещают по одной на комнату. По конструкции коробки разделяют на внешние и внутренние. Внутренние устанавливают в углубление в стене и закрывают отделочным материалом. Поэтому неспециалисту бывает трудно их найти. Если толщина стены не позволяет установить внутреннюю распаячную коробку, то применяется внешняя. Такой тип часто используется в частных деревянных домах.
Электропроводка в помещениях обычно прокладывается в 15 сантиметрах под потолком. На этом же расстоянии устанавливается и распредкоробка. Их чаще всего размещают по одной на комнату. По конструкции коробки разделяют на внешние и внутренние. Внутренние устанавливают в углубление в стене и закрывают отделочным материалом. Поэтому неспециалисту бывает трудно их найти. Если толщина стены не позволяет установить внутреннюю распаячную коробку, то применяется внешняя. Такой тип часто используется в частных деревянных домах.
Распредкоробки бывают двух форм: прямоугольной и круглой (полукруглой). Из коробки имеются четыре вывода, оснащенные штуцерами для крепления кабель-каналов или гофрошлангов. В современном подходе к прокладке кабелей всегда используются эти изделия.
Виды соединений
 Виды соединений проводов
Виды соединений проводов
Какова задача при соединении проводов? Обеспечить хороший контакт жил между собой, чтобы цепочка не разрывалась, и не было риска возникновения короткого замыкания. Для того чтобы это обеспечить можно действовать несколькими способами:
- Скрутка.
- Опрессовка.
- Сварка.
- Пайка паяльником.
- Использование винтовых контактных зажимов.
- Болтовые соединения.
- Самозажимные клеммы.
Это проверенные годами способы, которые вы можете использовать для того, чтобы обеспечить надежный контакт. Давайте подробно рассмотрим каждый из них. Вы узнаете, как правильно объединять провода любым из этих вариантов.
Такие скрутки в распределительной коробке официально запрещено. В седьмом издании нормативного документа ПУЭ, 2 глава, пункт 2.1/21 перечисляются все виды допустимых соединений, но в них нет скрутки. И это не удивительно, так как такой контакт чувствительно к импульсному току и имеет большое переходное сопротивление. Со временем контакт будет ухудшаться и просто выгорит. Из-за того, что площадь соприкосновения небольшая, при сильной нагрузке происходит нагрев, и контакт еще больше ослабляется.
Не рекомендуется использовать такой вид соединения, несмотря на то, что некоторые мастера все же используют его. Если вы выбираете скрутку, вся ответственность ложится на вас.
Этот вариант выбирают из-за его простоты. Достаточно всего лишь зачистить 10–20 мм изоляции и скрутить провода друг с другом при помощи плоскогубцев. Так делали наши отцы и прадеды. Но такое соединение часто бывает ненадежным, особенно если используется алюминиевая жила.
Как правильно соединить?
Выпускаются распаечные коробки со встроенными клеммными колодками. Подключение проводников в них не составляет труда: зачищенные жилы заводят в клеммы и фиксируют винтом или пружиной.
Но чаще коробка представляет собой лишь корпус с крышкой и выполняет только две функции:

- изоляция электрических контактов (потенциально опасные места) от строительных конструкций и отделки, как правило, состоящей из легковоспламеняемых материалов;
- обеспечение быстрого доступа к сопряжениям проводников.
В таких коробках монтажник соединяет провода любым способом на свое усмотрение. Вариантов соединения достаточно много. В некоторых используются специальные приспособления, другие обходятся без них. Для полного понимания стоит рассмотреть этот вопрос подробно.
В электрических схемах не допускается непосредственный контакт алюминия и меди: оба материала быстро разрушаются вследствие электрохимической коррозии.
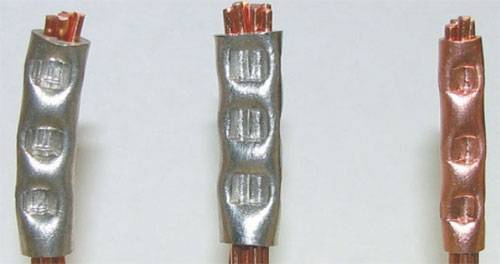
Опрессовка соединительной гильзой
 Опрессовка медных проводов в разрезе
Опрессовка медных проводов в разрезе
Довольно надежный метод, для которого потребуется приобретение соединительной гильзы. Вам нужно подобрать ее исходя из диаметра соединяемого пучка. В зависимости от проводов, которые вы соединяете, выбирается материал самой гильзы. Для медных проводов гильза должна быть медной, для алюминиевых – алюминиевая. Чтобы соединение было надежным, гильзу обжимают специальным инструментом, который называется пресс-клещи. Эта технология довольно эффективна и стоит, наряду с остальными методами, в нормативных документах.
 Соединение опрессовкой алюминиевых проводов
Соединение опрессовкой алюминиевых проводов
Чтобы соединить таким способом вам нужно:
- Снять изоляцию, учитывая длину вашей гильзы.
- Скрутить провода в пучок и ввести их в гильзу.
- Обжать гильзу при помощи пресс-клещей.
- Место скрутки заизолировать термоусадкой или изоляционной лентой.
В такой работе использовать пассатижи не рекомендуется, так как соединение не будет достаточно надежным. Гораздо лучше купить пресс-клещи или одолжить их у добрых соседей.
Этот метод можно назвать наиболее надежным и безопасным, ведь провода соединяются при помощи сплавки и становятся одним целым. Благодаря тому, что сварка не будет окисляться, со временем такой контакт не будет ослабевать. Но чтобы осуществить такую работу вам понадобятся навыки работы с оборудованием для сварки.
Кроме умений, вы должны заготовить:
- сварочный аппарат на 24 вольта, мощностью более 1 кВт;
- сварочные перчатки для защиты кожи;
- очки или маску для сварки;
- наждачную бумагу для зачистки проводов ;
- канцелярский нож для снятия изоляции;
- угольный электрод;
- флюс, благодаря которому расплав будет защищен от воздействия воздуха.
 Сварка меди с алюминием
Сварка меди с алюминием
После того как все инструменты и материалы готовы, остается только сделать сварку, что не составит особого труда. Работу можно разделить на несколько шагов:
- Снять изоляцию на 60–80 мм и зачистить их, используя наждачную бумагу. Жилы должны блестеть.
- Соединить провода методом скрутки, накрутив один на другой так, чтобы концы были на уровне друг друга. Рекомендуется делать длину не меньше 50 мм.
- Насыпать флюс в углубление вашего электрода.
- Поставить «массу» аппарата на оголенный провод, включить сварочный аппарат и прижать электрод к верхушке скрутки.
- Держите электрод до тех пор, пока не образуется некий шарик, называющийся контактной точкой. Обычно на это уходит 1–3 сек.
- Остается очистить точку от флюса и заизолировать место сварки термоусадочной трубкой или изолентой.
Такого типа соединения будут служить долго. В некоторых старых хрущевках такая сварка держалась 50 лет и стабильно выполняло свою функцию.
Пайка проводов
 Снятие изоляции с провода
Снятие изоляции с провода
Лужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки. По окончании работ их укладывают любым желаемым способом.
Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.
 Основные виды соединения проводов под пайку
Основные виды соединения проводов под пайку
Провода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Использование винтовых контактных зажимов
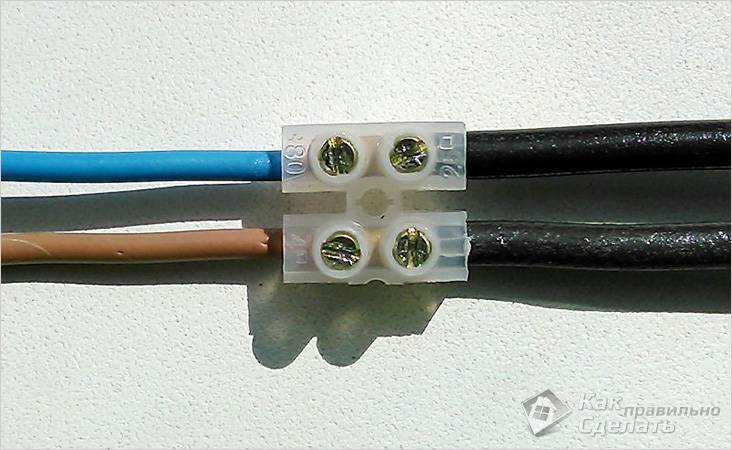 Соединение медных и алюминиевых проводов
Соединение медных и алюминиевых проводов
Этот метод быстр, прост и эффективен. А что самое главное, такими зажимами можно объединить разнородные металлы. Например, если вам нужно соединить алюминиевый и медный проводники, что само по себе, как известно, противопоказано. Такие зажимы очень просты и компактны, а их стоимость может вас приятно удивить.
Для соединения проводов зажимами нужно осуществить только 2 шага:
- Снять 5 мм изоляции.
- Вставить в зажимы и затянуть винт.
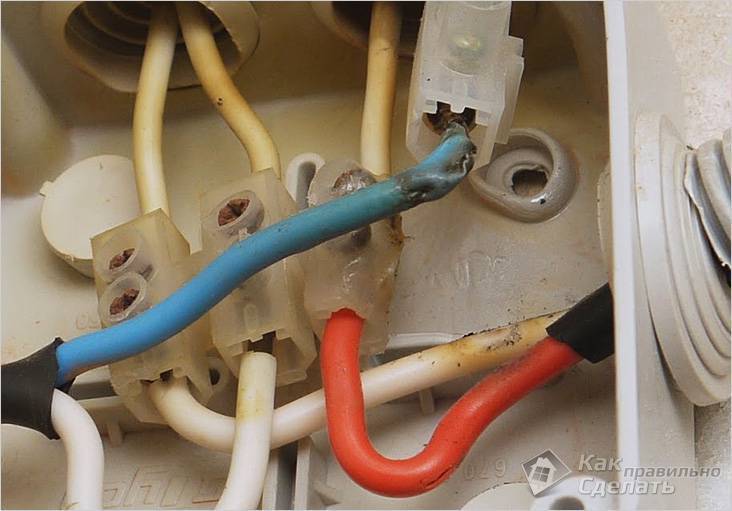 Подплавленные контакты клеммной колодки
Подплавленные контакты клеммной колодки
Вот и все, как видите, все очень просто и быстро
Важно только контролировать силу, с которой вы зажимаете. Если закрутить винт слишком сильно, можно повредить жилы
Особенно нужно быть внимательными при работе с алюминиевыми проводами.
Единственным недостатком винтового соединения является то, что при работе с многожильным кабелем его нужно обжать специальной насадкой, чтобы обеспечить нормальный контакт и целостность провода.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
 Рисунок 6. Электрический и газовый тигли для пайки проводов
Рисунок 6. Электрический и газовый тигли для пайки проводов
Большой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Выбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат.
В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном
содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не
удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров
припоев нескольких производителей:

Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм²
он хорошо спаяет, но скрутки толще он только испортит.

Вот еще достаточно неплохой припой REXANT:
При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать,
какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые,
покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок
помогает процессу пайки.

Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70
Олово – 30 |
3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец – 60
Олово – 40 |
3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10
Олово – 90 |
4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2
Свинец – 37 Олово – 61 |
4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39
Олово – 61 |
4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3
Свинец – 33,3 Олово – 33,3 |
– | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50
Свинец – 25 Олово – 50 |
– | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3
Свинец – 45,1 Олово – 6,9 |
– | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5
Висмут – 50 Свинец – 25 Олово – 12,5 |
– | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |



