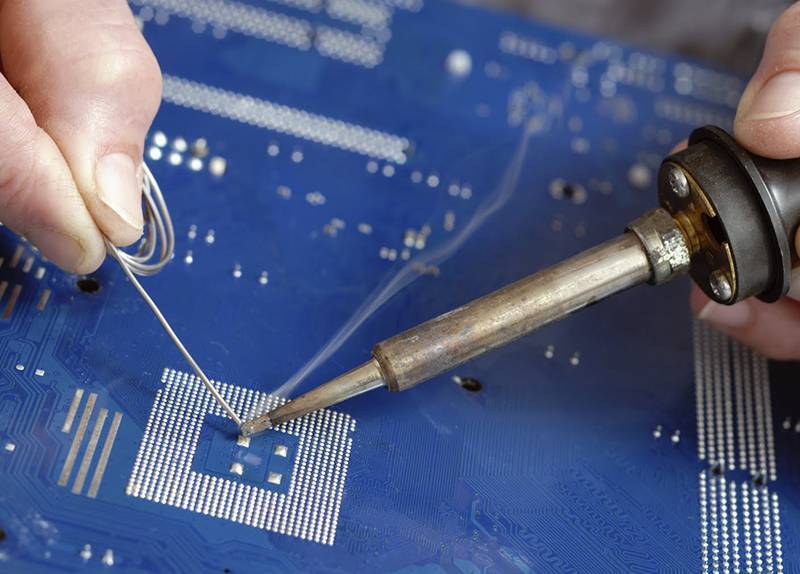
Процесс пайки
Поместите паяльник в подставку и вставьте его. Подождите, пока паяльник нагреется. Смочите губку. Протрите кончик жала на влажной губке. Это очистит наконечник. Растопите немного пайки на кончике паяльника. Это называется лужение, и это поможет тепловому потоку проходить от железного наконечника к месту пайки. Припой должен течь на наконечник, создавая яркую блестящую поверхность. Если припой для пайки микросхем не будет течь на наконечник, очистите его, протирая его влажной губкой. После лужения протрите лишний припой на влажной губке.
Вам не нужно окунать наконечник в канифоль перед каждым заходом, но вы должны заново его мокнуть, если он стал сухим, когда паяльник не использовался в течение нескольких минут. Проверьте инструкции изготовителя, относящиеся к лужению наконечника. Кончик паяльника должен быть блестящего серебряного цвета. Если он черный и коричневый, замените его на новый.
Прикоснитесь наконечником жала к компоненту, который вы хотите припаять. Затем введите флюс в область соединения. Тепло будет направлено к припою и вызовет его протекание
Весь этот процесс должен занимать 3 или 4 секунды, но важно, чтобы припой протекал, чтобы обеспечить хороший электрический контакт. Если припой выглядит как шарик или комковатый, это, скорее всего, холодный припой и он не будет проводить электричество
Если это произойдет, повторно вставьте паяльник, чтобы выпаивать или монтировать деталь и создать хороший электрический контакт.
Чтобы начать работу, убедитесь, что паяльник полностью нагревается
Важно держать кончик паяльника чистым при его использовании, используйте влажную губку, чтобы очистить наконечник:
- Приступая к пайке, мокните наконечник в сосновую канифоль и продолжайте чистить наконечник после каждого касания к монтируемым деталям.
- Прикоснитесь наконечником паяльника к компоненту, который вы хотите припаять.
- Через секунду или два введите припой в область соединения. Тепло будет переходить к припою и вызывать его плавление. Старайтесь не расплавлять припой непосредственно кончиком паяльника. Это приведет к образованию холодного соединения, которое является хрупким и не может проводить электричество.
- Дайте месту пайки остыть перед перемещением куда-либо.
Оно должно выглядеть блестящим. Если вы спаяете провод (называемый ведущим) на печатную плату (на дорожке), он должна иметь форму вулкана. Если соединение выглядит плохо, демонтируйте его и повторите попытку. Проведите кончиком жала по стальной проволоке, чтобы очистить его. Теперь наконечник должен быть блестящим:
- Перед пайкой обмотайте медную фольгу печатной платы стальной проволокой.
- Удалите масло, краску, воск и т. д. растворителем, стальной проволокой или мелкой наждачной бумагой.
- Чтобы припаять, нагрейте соединение с наконечником жала на несколько секунд, затем нанесите припой. Нагрейте соединение, а не саму деталь.
- Держите паяльник как ручку, рядом с основанием ручки. Обе части, которые припаиваются, должны быть горячими, чтобы образовать хорошее соединение.
Припой будет проступать вокруг хорошо нагретых соединений. Используйте достаточно флюса, чтобы сформировать прочную связь. Удалите наконечник из соединения, как только припой начнет течь там, где вы хотите. Удалите припой, затем флюс. Не перемещайте соединение во время охлаждения. Не перегревайте соединение, так как это может повредить электрический компонент, который вы монтируете.
Виды паяльников
Паяльные приборы подразделяются на несколько видов, которые отличаются как конструктивными элементами, так и назначением:
Электрические паяльники
Оснащены керамическими/спиральными нагревателями. Это самый простой и доступный вид устройства. Конструкция состоит из ручки, корпуса с жалом и нагревательным элементом внутри. Форма жала может быть в разном исполнении: игольчатая, срез под одним или двумя углами, четырёхугольная, изогнутая. Вид наконечника подбирается в зависимости от поставленной задачи и обрабатываемых материалов.
Ещё одной разновидностью электропаяльников являются приборы импульсного типа. Стоимость их немного выше, однако, это оправдывается удобством и качеством выполнения пайки на печатных платах и микросхемах. Рабочий режим включается нажатием и удержанием кнопки пуска.
Всего за несколько секунд наконечник нагревается до нужной температуры. Современные модели оснащены регуляторами мощности и нагрева, что позволяет производить пайку не только мелких, но и крупных деталей.
Электрические модели легки в применении, достаточно включить в розетку (напряжение 220 В) и установить температурный режим (если в модели предусмотрен терморегулятор). Они имеют простую конструкцию, при необходимости можно отремонтировать поломку самостоятельно.
Диапазон мощности (от 25 до 200 ватт) даёт возможность подобрать оптимальный вариант. Импульсные паяльники к тому же экономичны, ведь расход энергии происходит только во время нажатия кнопки. Однако стоит учесть, что дешёвые устройства быстро перегорают. Ремонт их нерентабелен, проще избавиться от поломанного прибора. Изъян импульсного устройства – отсутствие точной настройки температуры.

Современные модели электрических паяльников оснащены регуляторами мощности и нагрева, что позволяет производить пайку не только мелких, но и крупных деталей
Индукционные паяльники
Функционируют с помощью катушки индуктора. Наконечник прибора покрыт ферромагнитным составом, который обеспечивает автоматическое поддержание температуры жала в определённом интервале, при этом не требуется техническая поддержка управляющей электроники и терморегулятора.
Картридж представляет собой тонкую трубку, что в сочетании с лёгким антистатичным материалом делает ручку довольно эргономичной. При работе с таким прибором рука не напрягается сильно, а конструкция позволяет выполнять пайку более точно.
Недостатков у индукционных паяльников практически нет, однако специалисты отмечают, что все сложности при выполнении работы связаны с отсутствием термостата.
Термовоздушные устройства
Функционируют за счёт подачи потока горячего воздуха через керамический или спиралевидный нагреватель в сопло. Приборы данного вида подразделяются на компрессорные и турбинные. Температура подаваемой струи достигает высоких показателей (100-500°С).
Преимущество данных паяльников заключается в формировании большого потока воздуха, что даёт возможность спаивать детали разного размера. К тому же стоимость таких приборов невысокая.
Из недостатков выделяются: сильный поток может сдуть детали с рабочего стола, а также неравномерный прогрев поверхности. Также стоит отметить, что для выполнения разных работ потребуется менять насадки.
Газовые устройства
Оснащены горелкой. Использовать такие паяльники очень удобно в местах, где отсутствует электрическая сеть. Компактные размеры и небольшой вес дают возможность производить пайку практически в полевых условиях. Для соединения двух поверхностей применяется открытый огонь. Заправка осуществляется с помощью обычного газового баллончика.
Из преимуществ выделяется автономность прибора. Среди недостатков: выбросы продуктов горения в атмосферу, пожароопасность, необходимость производить замену насадок в зависимости от планируемых работ.

Использовать газовые паяльники очень удобно в местах, где отсутствует электрическая сеть
Молотковый паяльник
Представляет самый старинный вид. В современном исполнении может быть электрическим или нагреваться на открытом огне. Конструкция представляет собой ручку с толстым наконечником, отсюда и произошло название. В основном такие устройства используются для пайки больших деталей, проводов большого сечения, труб, жестянок.
Основные преимущества заключаются в доступности самостоятельного изготовления и мощности, соответствующей электрическим приборам в 100-150 ватт. Недостатками считаются отсутствие регулировки температуры и ограничения в применении.

Конструкция представляет собой ручку с толстым наконечником, отсюда и произошло название
Как выпаять микросхему из платы паяльником не навредив ей
Подобная работа требует внимательности и крайней аккуратности. Если речь идет о паяльной станции, то здесь все немного проще. Но сейчас стоит понять, как выполнить подобную работу при помощи обычного паяльника, используя подручные средства. Именно для этого мы и предоставим пошаговую инструкцию и алгоритм действий, разъясняя все на фото примерах.
| Фото пример | Выполняемое действие |
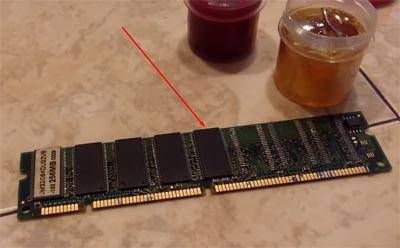 |
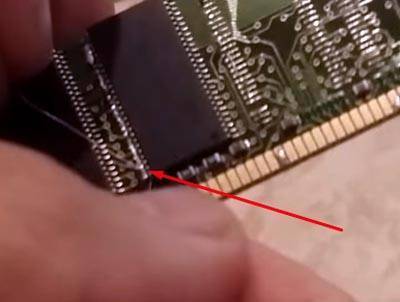
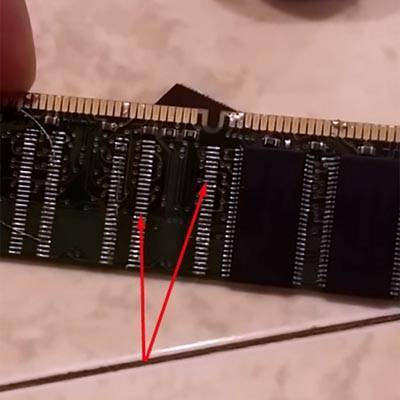
Для примера возьмем компьютерную плату оперативной памяти, из которой требуется выпаять микросхему, на которую указывает стрелка. Для этого понадобится обычный паяльник и тонкая стальная проволока |
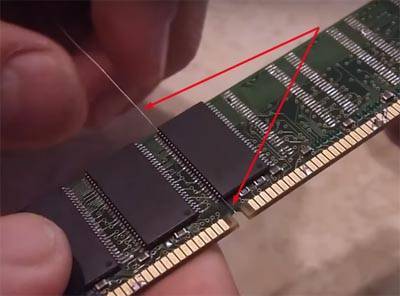 |
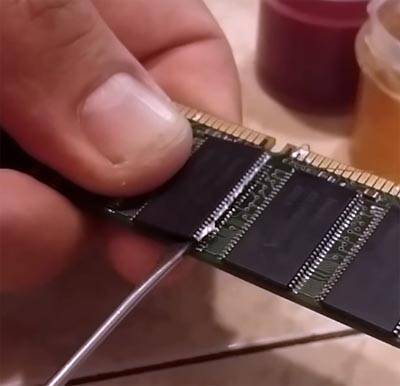
Под ножки необходимо подсунуть эту самую проволоку на всю длину. Здесь требуется аккуратность, а вот торопливость в подобных действиях совершенно не к месту |
 |
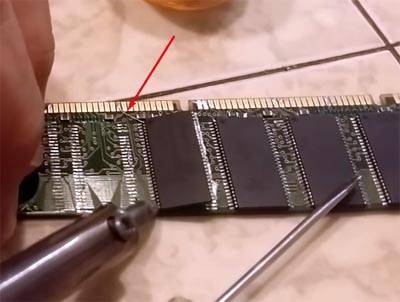
Далее необходимо зафиксировать конец проволоки в любом месте на плате. По той причине, что наша плата уже неисправна и показана лишь для примера, закрепим проволоку непосредственно к контактным клеммам. Стоит понимать, что если необходимо только заменить микросхему, то на этом этапе стоит подумать, где закрепить протяжку. Хотя ничего не мешает и почистить клемму по окончании работ |
  |
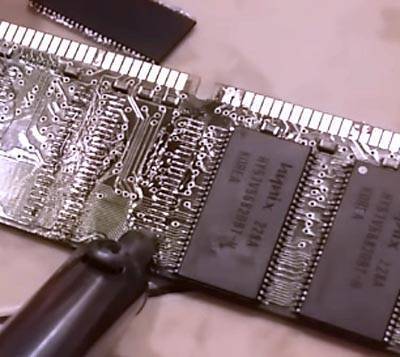
Теперь подтягивая проволоку нужно аккуратно разогревать контакты по очереди. Здесь сильная натяжка не нужна, в противном случае проволока может оборваться. При таком стечении обстоятельств нужно просто ее заменить, после чего продолжить те же действия |
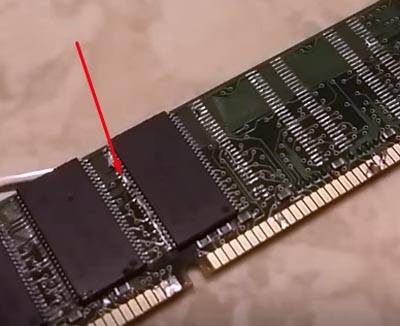 |
Вот так выглядит плата после того, как протяжка прошла через все ножки |
 |
Теперь нужно проверить, не осталось ли снизу припоя. Для этого повторим всю процедуру и заново протянем проволоку |
 |
Если она где то зацепилась, необходимо прогреть это место паяльником и вытянуть ее |
 |
Аккуратно поддев микросхему отверткой можно убедиться, что термоклей так же отстал от печатной платы |
 |
Повторяем всю процедуру для второго ряда ножек |
 |
После того, как микросхема удалена, убираем излишки припоя жалом паяльника |
 |
Вот так выглядит место для пайки новой микросхемы |
Но не только паяльником можно выполнять подобную работу. Существует и такое приспособление, как фен для пайки. Именно о нем сейчас и пойдет речь.
Виды паяльников для пайки проводов по мощности
На виды рассматриваемые приборы классифицируются по такому параметру, как мощность. По мощности они выпускаются следующих номиналов — 12, 20, 40, 60, 100Вт и более
Этот параметр важно учитывать, когда выбирается инструмент. Какой мощности лучше покупать паяльник, мало кому известно, поэтому очень часто новички приобретают прибор, который не справляется с поставленными задачами
Чем больше мощность, тем выше возможности инструмента, но когда работы проводятся с полупроводниковыми элементами, припаиваемые к плате, то высокомощные приборы здесь не нужны. Чтобы обеспечить соединение деталей посредством пайки, необходимо осуществить их предварительный прогрев. Температура нагрева деталей должна быть выше, чем плавления припоя, чтобы обеспечить качественное соединение. Если мощность прибора будет недостаточная для прогрева спаиваемых деталей, то реализовать процедуру будет крайне трудно.
Отсюда получается следующее:
- Инструменты мощностью 12 и 20 Вт используются исключительно для работы с полупроводниковыми элементами — конденсаторами, резисторами, диодами, транзисторами и т.п. Пропаять соединение двух электрических проводов большого сечения такими приборами будет очень трудно
- Приборы с мощностью от 40 до 100 Вт являются самыми популярными, так как они подходят для работы с полупроводниковыми элементами и медными проводами
- Мощные паяльники от 100 Вт и выше предназначены для пайки теплообменников газовых колонок и прочих крупногабаритных деталей
От мощности инструмента зависит размер стержня, а он оказывает непосредственное влияние на возможность проведения работ с мелкими или крупными деталями. Чем выше мощность прибора, тем быстрее происходит прогрев жала, а значит, инструмент через короткий промежуток времени после подключения в розетку, может использоваться для пайки.
Это интересно! Чем больше мощность прибора, тем быстрее нагревается жало, однако большинство радиодеталей не допускают воздействия температуры более 70 градусов. Отсюда получается, что при использовании высокомощных паяльников, не допускается воздействие на полупроводниковые элементы продолжительностью более 3 секунд.
Как припаять или выпаять микросхему без паяльника
Вы уже поняли, что для успешной пайки требуется разогрев детали до температуры плавления припоя. Его можно расплавить с помощью тепловой пушки, или паяльного фена. Это аналог фена строительного, только он компактный и часто оснащен специальными формованными соплами.
С его помощью прогревается рабочая зона, при этом припой плавится не в определенной точке, а на относительно большой площади. Это эффективный способ, особенно если необходимо выпаивать микросхему (все ножки нагреваются одновременно). Но при таком способе есть риск повредить саму деталь от перегрева.
Если вы извлекаете неисправный элемент — нет проблем.
Вообще, паяльный фен необходимо использовать только в случаях, когда традиционный способ пайки невозможен. Например, при монтаже SMD деталей (кто не знает — у них нет ножек) на радиаторную пластину.
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
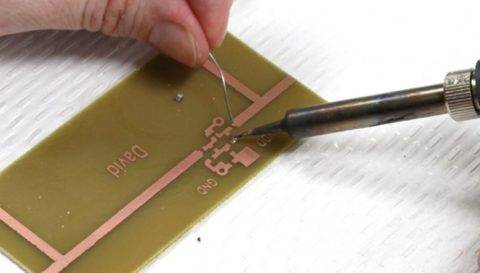
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.
Рисунок 7. Пайка выводов радиодеталей на печатной плате
Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.
Рис. 8. Вариант исполнения паечного пинцета
На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Технические требования
Для того чтобы правильно выбрать паяльник для пайки микросхем потребуется более подробно разобраться с такими его характеристиками, как особенности конструкции нагревателя, потребляемая мощность и тип жала. Удобнее будет рассмотреть каждый из этих факторов по отдельности.
Конструкция нагревательного элемента
Тип узла нагрева микропаяльного устройства выбирается, исходя из предполагаемого режима работы с ним. Спиральные нагреватели, отличающиеся большой инерционностью, как правило, используются при необходимости длительной пайки изделий. В отличие от них инструменты с керамическими нагревательными элементами характеризуются высоким быстродействием, но при этом они менее долговечны.

Для начинающих радиолюбителей с небольшим стажем работ для пайки микросхем лучше всего подойдёт модель, оснащённая спиральным нагревателем. При таком выборе одновременно удаётся получить выигрыш и по расходу электроэнергии.
По способу нагрева рабочей части оптимально подходят электрические устройства, работающие от сети 220 Вольт (через трансформатор) или от USB разъёма.
Мощность
 Для пайки микросхем следует применять мини паяльники с электрической мощностью до 12-ти Ватт. Обычно этот показатель стараются сделать ещё ниже, для чего не исключается вариант применения устройств, питающихся от разъёма USB (мощность не более 8-ми Ватт).
Для пайки микросхем следует применять мини паяльники с электрической мощностью до 12-ти Ватт. Обычно этот показатель стараются сделать ещё ниже, для чего не исключается вариант применения устройств, питающихся от разъёма USB (мощность не более 8-ми Ватт).
В отдельных случаях выбирают паяльники с ещё меньшим показателем, не превышающим 4-х Ватт. При этих значениях мощности выход из строя миниатюрных элементов практически исключается.
Более мощный паяльник может потребоваться лишь в случае, когда необходимо выпаять заведомо неисправную микросхему. В этом случае следует применять специальные средства, обеспечивающие сохранность контактных пятачков и подводящих дорожек на демонтируемой плате.
Перед пайкой новой микросхемы из всех существующих и подходящих для этих целей моделей предпочтение следует отдать паяльникам, оснащенным терморегулятором.

Кроме того, нежелательно, чтобы мини паяльник работал непосредственно от сети 220 Вольт, так как в этом случае через него на ножки чипа может попасть высокое напряжение. Оптимальными для таких ситуаций являются пониженные величины питания (12, 24 и 36 Вольт), получаемые посредством трансформатора с регулируемой вторичной обмоткой.
Иногда такие преобразователи входят в комплект фирменных паяльных устройств или продаются отдельно. Для желающих немного сэкономить существует неплохой вариант – изготовить понижающий трансформатор своими руками. Для этого можно воспользоваться любым старым модулем, в состав которого входит трансформаторный блок, и перемотать его вторичную обмотку под требуемое напряжение.
Качество жала
 Миниатюрный паяльник, помимо всего прочего, должен оснащаться подходящим для пайки микросхем жалом, которое должно быть достаточно тонким и износостойким. Его рекомендуемая толщина – не более 3 миллиметров – выбирается из условия удобства пайки ножек чипа в самых недоступных местах.
Миниатюрный паяльник, помимо всего прочего, должен оснащаться подходящим для пайки микросхем жалом, которое должно быть достаточно тонким и износостойким. Его рекомендуемая толщина – не более 3 миллиметров – выбирается из условия удобства пайки ножек чипа в самых недоступных местах.
Стандартное расстояние между ножками микросхемы в отдельных случаях не превышает одного миллиметра, что также определяет предельно допустимую толщину рабочей части паяльного инструмента.
При выборе следует определиться и с формой жала, оптимально подходящей для работы с микросхемами. В рассматриваемом случае проще всего воспользоваться вариантом со скошенной конечной частью, которую можно получить, если воспользоваться напильником.

Для облегчения выбора подходящего для пайки наконечника специалисты советуют при покупке паяльника обратить внимание на модели, в комплект которых входит целый набор таких жал
Ещё одной важной характеристикой рабочей части паяльника является его износостойкость, при оценке которой необходим учёт ряда факторов. Прежде всего, следует определиться с тем, имеет ли смысл приобретать дорогостоящее жало только для того, чтобы запаять одну микросхему
Прежде всего, следует определиться с тем, имеет ли смысл приобретать дорогостоящее жало только для того, чтобы запаять одну микросхему
Ещё одной важной характеристикой рабочей части паяльника является его износостойкость, при оценке которой необходим учёт ряда факторов. Прежде всего, следует определиться с тем, имеет ли смысл приобретать дорогостоящее жало только для того, чтобы запаять одну микросхему
Но если приходится работать с чипами постоянно – лучше один раз поиздержаться и приобрести пусть и не очень дешёвый, но зато надёжный износостойкий наконечник.
Метод пайки фольгой
Фольга с успехом может заменить припой. Это тонкая алюминиевая плёнка, которая для плавки требует минимум тепловой энергии. Такой способ пайки удобен для соединения тонких проводов, которые используют китайские производители в своих многочисленных электрических и электронных изделиях. Поступают следующим образом:
- проводки очищают от изоляции по длине концов 1,5-2 см;
- жилы скручивают;
- скрутку покрывают тонким слоем паяльной пасты и заворачивают в фольгу;
- полученное соединение прогревают газовой зажигалкой или пламенем свечи;
- в течение 1 минуты образуется прочное спаянное соединение проводов.
Как избавиться от статики
При пайке микросхем или SMD компонентов схем необходимо избавляться от статического электричества. Таким разрядом они запросто пробиваются. Потому при работе часто на стол кладут металлическую заземленную пластину, применяют инструмент с антистатическим покрытием. Металл на столе не всех радует, заменить его можно антистатическим ковриком или покрытием. Они есть в магазинах, торгующих электронными деталями.
Со статическим электричеством надо быть осторожнее
Паяльники, кстати, тоже бывают с антистатическим корпусом. Это неплохо, но модели недешевые. Проблему можно решить и по-другому — уровняв потенциал. Для этого все действующие элементы надо соединить между собой медным проводником. «Все элементы» — это и вы, и паяльник, и плата. Все надо соединить одним проводом — обмотать. Проводник берем с хорошим запасом длины, чтобы не сковывал движения. А еще перед началом работы с электроникой снимаем шерстяные и синтетические вещи и руками прикасаемся к металлу. Можно — к заземленным элементам, но необязательно.
Нагрев и расплавление припоя
Большинство недорогих паяльников обычно нагревают наконечник от 200 до 600 градусов по Цельсию, поэтому будьте очень осторожны при использовании паяльника, особенно при выпаивании. Более продвинутые профессиональные паяльные станции включают в себя управление температурой, поэтому пользователь может выбрать определенную температуру для разных проектов и наборов припоя
Важно следить за наконечником жала при его использовании. Обычная практика заключается в использовании влажной губки для удержания наконечника
Перед началом пайки очищайте наконечник и не допускайте загрязнения во время процесса пайки.
Эксплуатация паяльника
 Паяльник используется для нагрева соединений, подлежащих монтажу. Для электронных схем вы должны использовать паяльник 25 — 40 Вт (Вт). Паяльники более высокой мощности необязательно более горячие; они просто способны нагревать более крупные компоненты. Паяльник 40 Вт делает соединения быстрее, чем паяльник 25 Вт. Прибор можно приобрести в магазинах бытовой техники и в большинстве крупных универмагов либо изготовить паяльник для микросхем своими руками.
Паяльник используется для нагрева соединений, подлежащих монтажу. Для электронных схем вы должны использовать паяльник 25 — 40 Вт (Вт). Паяльники более высокой мощности необязательно более горячие; они просто способны нагревать более крупные компоненты. Паяльник 40 Вт делает соединения быстрее, чем паяльник 25 Вт. Прибор можно приобрести в магазинах бытовой техники и в большинстве крупных универмагов либо изготовить паяльник для микросхем своими руками.
Припой имеет более низкую температуру плавления, чем металлы, которые соединяются. Припой расплавляется, когда он нагревается, но соединяемые металлы не будут деформироваться, если правильно выбрать паяльник для микросхем. Сердечник из канифоли действует как флюс. Он предотвращает окисление соединяемых металлов и повышает способность лудить соединяемые поверхности.
Добавление припоя
Припой для микросхем, который используется для соединения медных контактов, имеет кислотное ядро, которое подходит для труб, но будет разъедать электронные соединения. Используйте пайку с сердечником из канифоли. Для микропайки большинства электронных компонентов лучше всего использовать пайку диаметром от 0,75 мм (мм) до 1,0 мм. Более плотный припой может затруднить пайку мелких соединений, а также увеличить шансы создания мостов припоя между медными дорожками, которые не предназначены для подключения.
Для большинства электроники используется сплав 60/40 (60% олова, 40% свинца), но также доступны бессвинцовые припои
Важно всегда держать горячее жало на подставке, когда оно не используется. Влажная губка используется для очистки кончика жала
Выбор паяльников для радиодеталей
Перед приобретением подходящего для большинства случаев паяльника для радиодеталей необходимо ознакомиться с известными видами этих нагревательных устройств и основными правилами выбора их по мощности.
По показателю мощности
 Пайка радиодеталей – это технологический процесс, при котором могут применяться типовые электрические паяльники, работающие от электросети 220 Вольт. Они же используются при необходимости соединения не слишком толстых медных оголённых проводников. Основной рабочий параметр, в соответствие с которым осуществляется выбор паяльников для радиодеталей – это их мощность, значения которой могут находиться в диапазоне от 24-х до 500 Ватт.
Пайка радиодеталей – это технологический процесс, при котором могут применяться типовые электрические паяльники, работающие от электросети 220 Вольт. Они же используются при необходимости соединения не слишком толстых медных оголённых проводников. Основной рабочий параметр, в соответствие с которым осуществляется выбор паяльников для радиодеталей – это их мощность, значения которой могут находиться в диапазоне от 24-х до 500 Ватт.
Для пайки микросхем и других миниатюрных деталей из радиоконструктора рекомендуется ограничиваться минимальной мощностью сетевого паяльника в пределах до 24 Ватт.
Другим важным параметром, на который следует ориентироваться при выборе устройства, подключаемого через понижающий трансформатор – это напряжение во вторичной обмотке, являющееся для него питающим.
В соответствие с этим показателем все известные виды паяльных устройств подразделяются на следующие группы:
- USB-паяльники, рассчитанные на напряжение 5 Вольт (8 Ватт) и применяемые для пайки мелких радиоэлементов, микропроцессоров и им подобных чипов;
- миниатюрные изделия, питающиеся от вторичной обмотки с напряжениями 12, 24 и 36 Вольт. Эти паяльные приспособления предназначаются для работы с радиодеталями в опасных и особо опасных условиях, где напряжение 220 Вольт недопустимо по технике безопасности;
- типовые паяльники на 220 Вольт, входящие в состав станций и подключаемые через трансформатор с целью обеспечения электрической развязки.

Различие этих изделий по питающему напряжению, в конечном счёте, сводится к подбору той же мощности, достаточной для производства паяльных работ определённой категории. Так для пайки компонентов типа BGA и SMD следует выбрать либо USB-паяльники, либо образцы изделий, питающиеся от трансформатора 12 Вольт. К этому перечню следует отнести термофены для пайки радиодеталей, специально рассчитанные по мощности и не причиняющие самим радиодеталям никакого вреда.
В случае пайки электронных плат применяют инфракрасные паяльные станции и специальные паяльные столы с подогревом.
По типу нагревательного элемента
В соответствии с ГОСТ все известные типы паяльных устройств по используемому в них способу нагрева рабочего жала разделяют на следующие категории:
- спиральные (нагрев в них осуществляется посредством провода из нихрома);
- керамические паяльники с нагреваемым поверхностным слоем (без проволоки);
- паяльные устройства, работающие по принципу импульсного нагрева;
- образцы паяльников, оснащённые специальным индуктором.
Спиралевидные системы относятся к наиболее распространенному виду электрических нагревателей; они обеспечивают оптимальное соотношение по показателям цена и качество. При этом они не лишены одного очень существенного недостатка, состоящего в низкой скорости нагрева ножек радиодеталей.

В отличие от них керамические изделия отличаются сравнительно большей стоимостью и достаточно хрупки, но при этом они обеспечивают довольно быстрый нагрев тонкого медного стержня, и отлично подходят для пайки многих видов радиодеталей.

Импульсный же способ питания нагревательного элемента при относительной его дороговизне представляет собой оптимальное решение при необходимости выбора подходящего варианта. Этот метод включения обеспечивает быстрый выход паяльника в рабочий режим и хорошую защищённость его от любых механических воздействий.



