Подключение и использование самодельного аппарата
Для понадобятся провода сечением от 1,5 мм2. Подключается агрегат через рубильник. Один провод пойдет на вывод «1» — «8» (конкретный выбирайте в соответствии с величиной сварочного тока), а второй вы пустите на клемму «Общ.».
Наиболее мощный ток вы сможете получить на клемме «Резка». На первичной обмотке ток будет не больше 25 А. По вторичной обмотке идет ток 60-120 А. Помните о том, что схема такого сварочного аппарата не предполагает его использования для выполнения больших объемов работ. Израсходовав 10-15 электродов на 3 мм в диаметре, обязательно дайте агрегату остыть. Если же вы работаете с электродами на 4 мм, давать аппарату отдыхать нужно будет еще чаще. Работа с электродами на 2 мм таких вынужденных перерывов не потребует.
Быстрее всего сварочный аппарат нагревается при работе в режиме «Резка». В данном случае он потребует гораздо более частого отдыха. Вы можете резать практически любой металл. С изделиями «бытовой» толщины аппарат справляется безо всяких проблем. При изменении режимов сварки обязательно отключайте сетевой рубильник ради собственной безопасности и сохранности инструмента.
Рисунок 2. Схема сварочного аппарата из автомобильных аккумуляторов.
Народные умельцы придумали самые разнообразные схемы сварочных агрегатов. При желании вы можете собрать сварочный аппарат даже из автомобильных аккумуляторов. При проведении сварочных работ электросети под нагрузкой в 3,5 кВ просаживаются по напряжению на 30 В и больше. Конечно же, вы могли бы потратить деньги на покупку отдельной электростанции для проведения работ со сваркой, но куда удобнее и выгоднее пойти другой дорогой.
Вам достаточно взять 3-4 аккумулятора на 55-190 А/ч (лучше, чтобы этот показатель был выше). Аккумуляторы соединяются последовательно. Для соединения подходят подручные материалы типа проводов, зажимных пассатижей, проводов прикуривания и т.д. Схема позволяет использовать для сборки сварочного аппарата уже бывшие в употреблении аккумуляторы. Собрать агрегат своими руками вам поможет принципиальная схема, представленная на следующем изображении: Рис. 2.
Абсолютно ничего сложного в конструкции такого сварочного аппарата нет. Схема предельно проста и понятна. Однако даже несмотря на такую легкость сборки и незатейливость конструкции, варит данный аппарат прекрасно. Не реже чем раз в неделю обязательно проверяйте уровень электролита. В течение рабочего дня аккумуляторы довольно сильно нагреваются, в особенности если на улице лето, и вода испаряется стремительными темпами.
Существуют усовершенствованные схемы рассматриваемого сварочного аппарата. К примеру, вы можете дополнительно собрать зарядное устройство для аппарата, которое избавит вас от необходимости заряжать каждый аккумулятор в отдельности.
Достаточно поставить агрегат заряжаться на ночь, и уже утром вы сможете спокойно с ним работать.
Рисунок 3. Схема сборки сварочного автомата для мягкой сварки.
При работе с электродом на 3 мм такой сварочный аппарат развивает ток в 90-120 А. Аккумуляторы без проблем выдерживают и в 2 раза большую нагрузку, так что никаких проблем возникнуть не должно, если все будет сделано по условиям приведенной ранее схемы.
На выходе напряжение будет меняться в соответствии с количеством аккумуляторов, использованных для сборки аппарата. Меняется оно в диапазоне 42-54 В. Сила тока аппарата равняется 1/10 от емкости 1 аккумулятора в блоке. К примеру, если вы берете 55 А/ч, то зарядный ток будет составлять не более 5 А.
Особенности режима запуска
Запуск инвертора в работу осуществляется нажатием кнопки «Пуск», что приводит к состоянию полной готовности к сварочным процедурам. Для начала сварки в защитной среде газов после подключения достаточно слегка отвернуть вентиль горелки, установить нужный электрод и «чиркнуть» им по свариваемой заготовке.
При рассмотрении вопроса запуска инвертора также необходимо учесть следующее. Дело в том, что любое инверторное устройство оснащается устройством плавного запуска, предотвращающим выход из строя электронных элементов схемы от всплеска тока.

Несмотря на такую защиту скачки тока при включении могут достигать значений порядка 40 Ампер, которые опасны не только для розетки, но и для действующей электросети из-за сильного «проседания» напряжения.
При всплесках тока в указанных выше пределах сетевое напряжение может снижаться («проседать») с 220-ти до 130-140 Вольт.
Питающую цепь прибора рекомендуется подключать к клеммным контактам, расположенным непосредственно на распределительном щитке, куда отдельно подводится и заземляющая шина. Для автомата, установленного во вводном устройстве, такие перепады напряжения менее опасны.
При рассмотрении особенностей включения инверторного аппарата в работу не следует забывать особенности регулировки его нагрузочного тока, осуществляемой автоматически (посредством специального блока управления). Элементы настройки, задающие пределы регулирования, располагаются на передней панели прибора.
https://youtube.com/watch?v=54W4ByzcRDw
Выполнение требований инструкции по подключению импульсных преобразователей обязательно для всех без исключения моделей сварочных устройств. Лишь при соблюдении условий запуска инверторов удаётся поддерживать их функциональные возможности и гарантировать высокую эффективность сварочного процесса.
Особенности подключения в зависимости от типа аппарата
Рисунок 3. Сварочный аппарат типа трансформатор может работать в широком диапазоне сварочного тока. Его рекомендуется подключать к щитку.
Порядок подключения сварочного аппарата во многом зависит от особенностей его устройства. Так, в случае применения двухфазной модели подключение проводов будет выполняться в индивидуальной последовательности. Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Очень важно знать основные особенности подключения аппарата типа трансформатор. Типичный представитель показан на рис
3. В случае применения такого оборудования подключение выполняется в соответствии с рядом особых правил. Трансформаторы могут работать в широком диапазоне сварочного тока. При включении некоторых из них в розетку образуется достаточно мощный бросок тока, который может сжечь розетку и выключить защитный автомат. Поэтому рекомендуется подключать такой сварочный аппарат к щитку. Подробная схема подключения сварочного трансформатора показана на рис. 4.
Обязательно выполняйте эти правила во время работы. При их несоблюдении вы рискуете получить травмы, которых можно было бы с легкостью избежать. В результате неправильного подключения сварочного аппарата можно получить удар током, возможны снижение качества сварки, возгорание и т.д.
Что нужно знать о кабеле
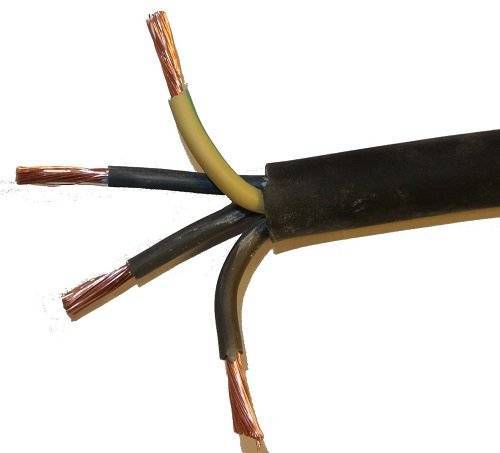
Для эффективной работы необходимо подобрать гибкие правильного сечения и оптимальной длины. Их характеристики должны быть такими, чтобы напряжение во время сварки падало не более, чем на 2 В.
Оптимальное решение – медные многожильные кабели круглого сечения, облегчающие работу за счет гибкости. Их основу составляет токоведущая жила до 95 мм 2 , в составе которой – много проволок диаметром 0,18-0,2 мм. Именно такая модификация, в отличие от одножильной, подходит и для подключения питания, и для заземления.
Величина сечения подбирается в зависимости от мощности инвертора и сварочного тока. К примеру, показателя в 16 мм 2 достаточно для 189 А, в то время как аналог на 95 мм 2 рассчитан на эксплуатацию вплоть до 522 А. Оптимальным считается значение 35 мм 2 , ориентированное на бытовые модели до 140 А.
Проводка для сварочного аппарата
Если сварочный аппарат будет использоваться в домашних условиях, то надо сразу проследить, какого типа проводка установлена, осмотреть розетки. Происходит это из-за того, что слабая проводка может привести к выходу из строя сварочного аппарата. Обычно в старых домах розетки рассчитаны на ток в 10 А, а этого может быть недостаточно для выполнения сварочных работ. В этом случае может потребоваться использование специальных генераторов. Нужно осмотреть состояние счетчика, ни в коем случае нельзя, чтобы на нем стояли так называемые жучки.
Если не учесть этих требований, то во время включения сварочного аппарата может возникнуть резкий скачок напряжения, свет вполне может пропасть не только в квартире, но и во всем доме. Сильные понижения до 150 В приводят к тому, что сварка становится невозможной, а в помещении возникают колебания, которые опасны для любого электрооборудования, осветительных приборов.
Устройство сварочного трансформатора и характеристики
Для возникновения дуги, обеспечивающей разогрев и расплавление кромок заготовки, требуется изменить характеристики электричества подаваемого из сети.Сварочный трансформатор преобразует поступающее электричество следующим образом:
- напряжение снижает;
- силу тока поднимает.
В преобразовании электричества принимают участие следующие узлы:

Устройство сварочного трансформатора
- магнитопровод;
- первая обмотка, собираемая из изолированного кабеля;
- перемещающейся второй обмотки. Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;
- винтовая пара;
- штурвал для управления винтовой парой;
- клеммники для сварных кабелей.
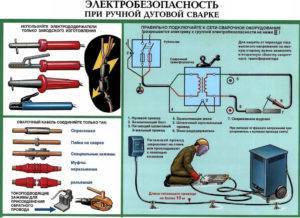
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.
- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.
Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
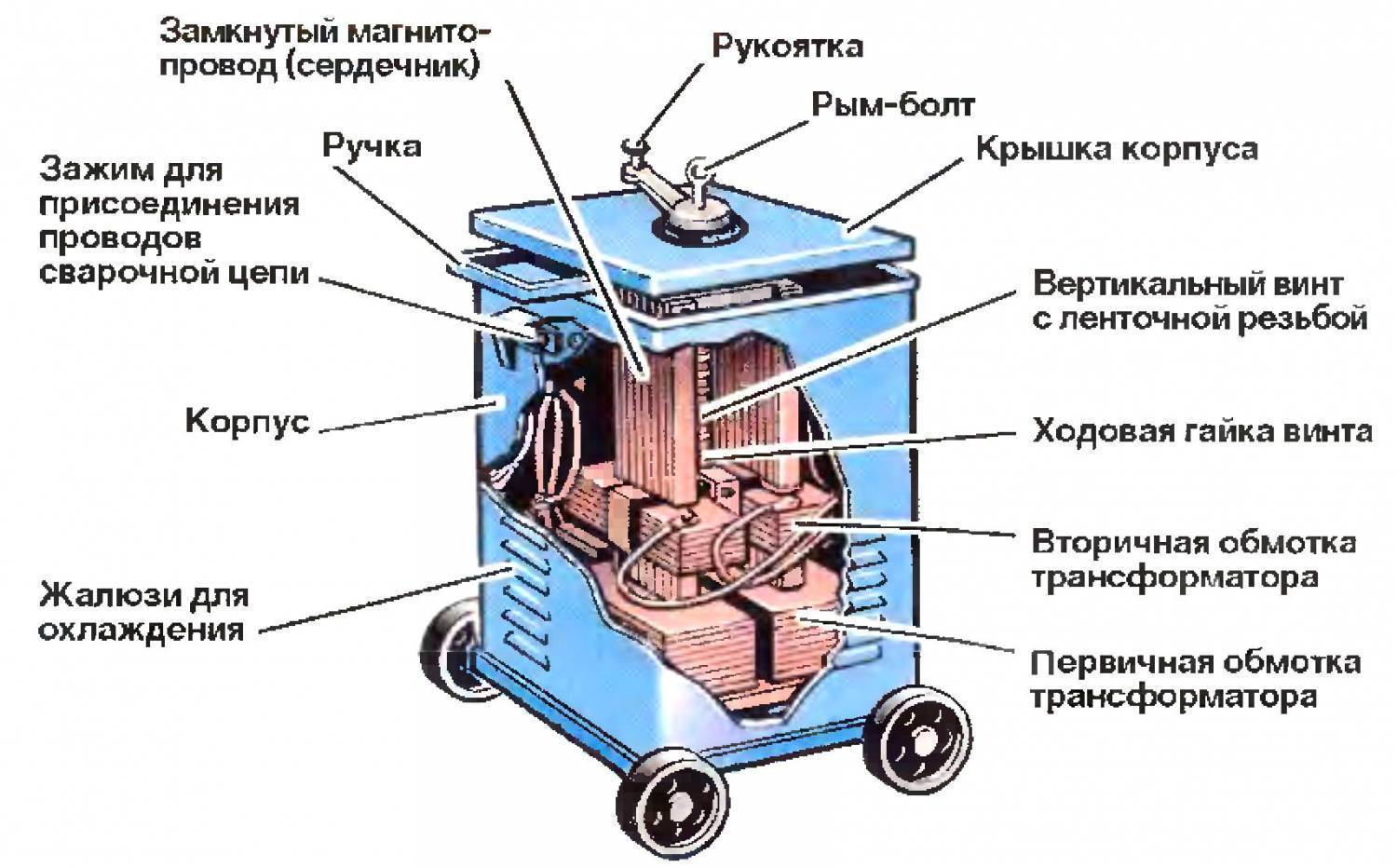
Органы управления сварочным трансформатором. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
Если собираетесь делать данное устройство своими руками, то вот подробная статья на эту тему.
Включение аппарата (инструкция по эксплуатации)
При рассмотрении условий функционировании сварочного инвертора, прежде всего, необходимо обратить внимание на следующие моменты:
- нормальная длительность токовой нагрузки не должна превышать 5-ти минут;
- на практике обычно применяется так называемый «трёхминутный цикл», составляющий две трети от полной нагрузки;
- при обнаружении сильного нагрева корпуса аппарат необходимо выключить до установления причин возникшей перегрузки.
Сварка с использованием инверторного аппарата нуждается в тщательной подготовке, так как при работе с оборудованием этого класса возможны опасные ситуации. Прежде чем приступить к сварочным работам оператор должен выполнить все требования инструкции по его эксплуатации, включая выбор подходящего токового режима и типа электрода.
Подсоединение инвертора к сети и запуск его в работу допускаются лишь после выполнения условий безопасности, включая применение розеток и вилок соответствующего стандарта.
 При эксплуатации сварочного аппарата следует использовать специальные электроды с покрытием (типа ММА).
При эксплуатации сварочного аппарата следует использовать специальные электроды с покрытием (типа ММА).
Толщина электродов ММА выбирается исходя из того, в каком режиме и с каким металлом предстоит работать. Обычно, чем толще металл, тем больше требуется ток и соответственно диаметр. Самыми распространенными в домашних условиях являются электроды на 2 и 3 мм.
При подключении через удлинитель, надо обращать внимание на диаметр сечения его кабеля. Сечение должно быть не менее 1,5 кв
мм для работы с током до 16 А. Провод надо полностью раскручивать, чтобы не возникало индуктивности, которая после подключения сварочного аппарата будет создавать дополнительное сопротивление.
Роль трансформатора в сварке
Сварочные трансформаторы переменного тока используются в ручной дуговой сварке с применением штучных электродов, в механизированной сварке с использованием флюса и в аргонодуговой для соединения деталей из алюминиевых сплавов.
Назначение сварочного трансформатора заключается в формировании необходимого для сварки значения напряжения, определенных постоянных внешних характеристик и в регулировке сварочного тока.
Требования, предъявляемые к внешним параметрам, определяются на основе таких показателей:
- тип электрода – это может быть плавящийся или неплавящийся стержень;
- характер рабочей среды – открытая дуга, дуга под флюсом, в защитном газе;
- степень автоматизации сварочного процесса – ручная, автоматическая, полуавтоматическая;
- способ регулирования механизма горения – саморегулирование, автоматическое.
Ручная дуговая сварка стержнями с покрытием, аргонодуговая с неплавящимся вольфрамовым электродом, механизированная под флюсом на автоматах с контролем скорости подачи присадочной проволоки в зависимости от величины напряжения дуги – методы соединения металлических деталей, в которых применяется падающая вольтамперная характеристика.
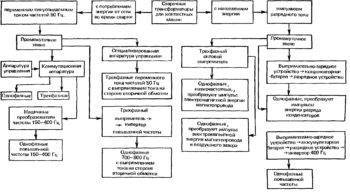 Виды сварочных трансформаторов.
Виды сварочных трансформаторов.
Падающая вольтамперная характеристика подразумевает работу аппарата в режиме регулятора сварочного тока. Исходя из технологических и экономических соображений используется плавно-ступенчатое регулирование.
Такой тип управления предполагает две и более ступени регулирования, сочетающиеся с плавным изменением величины тока в каждой ступени.
Жесткая вольтамперная характеристика используется в автоматической сварке под флюсом при постоянной скорости подачи присадочной проволоки, независимо от напряжения дуги.
Источник питания в таком случае работает в качестве регулятора напряжения.
Изменение величины напряжения может быть:
- плавным;
- ступенчатым;
- смешанным.
Величина сварочного тока зависит от скорости, с которой подается электродная проволока. Источник питания, в свою очередь, устанавливает напряжение дуги и обеспечивает саморегулирование ее длины.
В зависимости от количества фаз выделяют:
-
Однофазный сварочный трансформатор – модель, работающая только при напряжении 220 В.
Предназначен для бытовых нужд. -
Трехфазный трансформатор – работает при напряжении сети 380 В.
Такие модели способны обеспечить на выходе большую силу тока, что делает возможным соединение металлических деталей большой толщины.
Параметры аппаратов
Основными параметрами являются выходные ток и напряжение, а так же динамическая характеристика.
Выходной ток и напряжение
Основным параметром аппарата для сварки является выходной ток. От него зависит диаметр электродов и толщина металла. В индивидуальных аппаратах он достигает 200А. Поскольку выходное напряжение имеет значение только при зажигании дуги, в современных инверторных устройствах для уменьшения потребляемой мощности и габаритов выпрямителя этот параметр максимально снижен, а поджиг дуги обеспечивается дополнительными встроенными устройствами.
Выходное напряжение в однопостовых аппаратах составляет 45-65В. В больших аппаратах, рассчитанных на одновременную работу нескольких сварщиков, выходное напряжение может достигать 110В.

Динамическая характеристика
При изменении расстояния от конца электрода до детали меняется длина дуги и ее сопротивление
Поэтому не менее важной является динамическая, или вольт амперная характеристика – зависимость тока от длины дуги:. Крутопадающая, или мягкая
При росте тока в устройстве с такой характеристикой падает напряжение, что ограничивает его рост. Это обеспечивает более стабильную дугу при изменении расстояния до детали. В самодельных аппаратах небольшой мощности мягкая характеристика обеспечивается внутренним устройством – первичная и вторичная обмотки намотаны на разных частях магнитопровода. За счет особенностей конструкции без добавочных сопротивлений они могли работать с электродами определенного, для каждого аппарата своего, диаметра. В устройствах большей мощности динамическую характеристику смягчают балластные сопротивления. Эти методы могут совмещаться
Крутопадающая, или мягкая. При росте тока в устройстве с такой характеристикой падает напряжение, что ограничивает его рост. Это обеспечивает более стабильную дугу при изменении расстояния до детали. В самодельных аппаратах небольшой мощности мягкая характеристика обеспечивается внутренним устройством – первичная и вторичная обмотки намотаны на разных частях магнитопровода. За счет особенностей конструкции без добавочных сопротивлений они могли работать с электродами определенного, для каждого аппарата своего, диаметра. В устройствах большей мощности динамическую характеристику смягчают балластные сопротивления. Эти методы могут совмещаться.
Пологопадающая, или жесткая характеристика. При жесткой характеристике напряжение не меняется, а ток, соответственно меняется при изменении длины дуги. Такие параметры имеют большие много постовые аппараты или автоматические устройства, поддерживающие постоянное расстояние между электродом и деталью.

Правила безопасности
Схема подключения инверторного сварочного аппарата достаточно проста и допускает функционирование устройства в циклическом (прерывистом) режиме, позволяющем добиться максимальной эффективности сварки. Перед тем как втыкать вилку в розетку, необходимо все же прочитать инструкцию по подключению, проверить параметры сети, комплектность оборудования и внешнюю целостность всех его частей.

В инструкции должно быть чётко расписано, как правильно надо подключать сварочный аппарат, а также оговорен порядок его безопасного соединения с действующей электросетью. Особо оговаривается необходимость проверки пробок и автоматических выключателей, установленных в цепи подачи питания.
Должно учитываться и то обстоятельство, что в старых домах алюминиевая электропроводка не позволяет работать с токами свыше 10 Ампер. Поэтому перед тем, как включать преобразователи в сеть, необходимо выяснить их паспортную мощность и потребляемый ток.
При оценке отбираемой от сети мощности не следует забывать о том, что в момент включении аппарата происходит резкий всплеск пускового тока, величина которого может превышать номинальное значение в несколько раз.
Перед подключением аппарата и сварочными работами оператор должен выполнить следующие требования инструкции по его эксплуатации:
- удалить от корпуса аппарата посторонние электротехнические устройства (компьютеры, передатчики, измерительные приборы);
- при работе с инверторным оборудованием рабочее место должно быть освобождено от всех других мешающих предметов;
- помещения, в которых размещается сварочный агрегат, обязательно оборудуются системой принудительной вентиляции.
Для исключения аварийных ситуаций перед первым подключением сварочного аппарата рекомендуется протестировать его в различных режимах сварки.
Соединение с электрической сетью
При подключении сварочного инвертора к домашней сети, нередко возникают проблемы технического характера. Поэтому данная процедура должна выполняться правильно и предельно аккуратно, с учетом особенностей местной электропроводки. Следует учитывать и возможную бесперебойную работу аппарата, с точными интервалами времени, отводимыми на сварку и технические перерывы.
В первую очередь необходимо изучить характеристики и тип розетки, куда выполняется подключение инвертора. Обычно, при работе на максимальном токе, инвертор способен выдать на выходе 140 А. При таких показателях вполне достаточно розетки на 16 А. В старых домах до сих пор стоят изделия на 10 ампер и соответствующая проводка, которая может не выдержать повышенных нагрузок. Следует проверить наличие и состояние предохранительных пробок, автоматов.
автоматического выключателя
В некоторых случаях может возникнуть так называемая просадка сети, когда напряжение падает до 150 В и ниже. Это первый признак недостаточного сечения сетевых проводов. Если напряжение падает ниже минимально допустимого предела, то к такой сети нельзя подключать сварочное оборудование. При использовании в работе удлинителя, смотанный провод нужно размотать на полную длину. В противном случае, в местах скруток может возникнуть индуктивное сопротивление, которое, в свою очередь, приведет к перегреву изоляции, вплоть до ее расплавления. Если намотки все-таки не удается избежать, она не должна быть слишком плотной, чтобы обеспечивалась естественная вентиляция.


