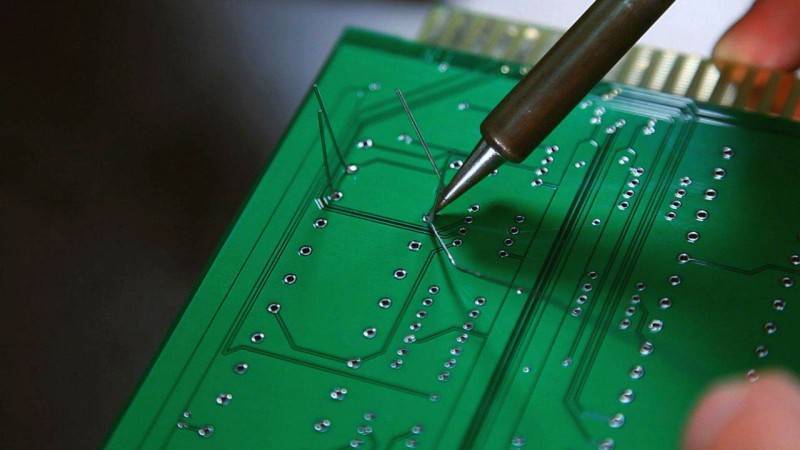
Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.
Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |
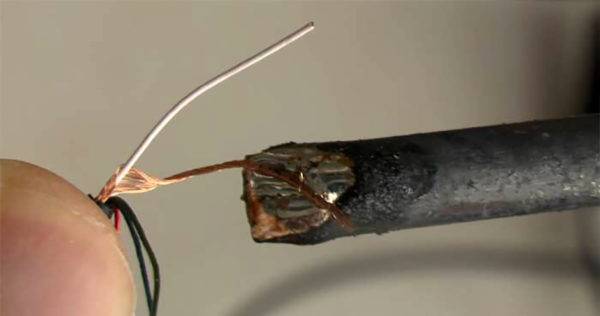
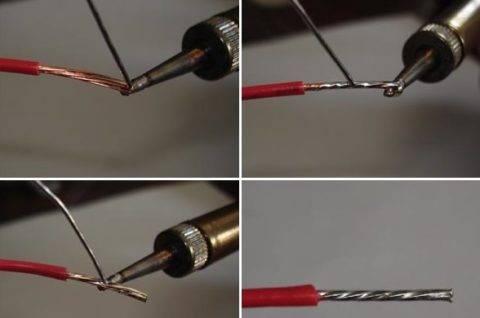
Пайка одножильных проводов
Одножильные провода сложны в пайке тем, что они массивные. Например, витую пару намного сложнее спаять, чем многожильные провода от блока питания. Поэтому, будем использовать второй метод пайки.
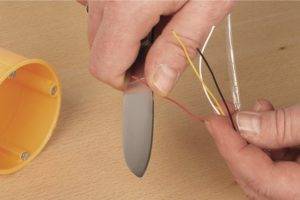
Удаляем изоляцию с проводов.
Залуживаем повода по очереди. Главное не медлить, и паять быстро. Время пайки не дольше секунды. Каплей припоя пройдитесь с одного конца на другой.
Бесполезно повышать температуру выше 300 °C. Наступит перегрев и канифоль начнет испаряться быстрее.
Соединяем залуженные провода.
Наносим канфоль и спаиваем их с припоем от паяльника.
И в этом случае пайка должна быть быстрой, в одно касание. Иначе припой будет комками.
Финальный этап — термоусадка.
Особенности покрытий
Паяльники простого типа традиционно имеют медное жало. Материал до сих используется с момента изобретения инструмента из-за своих высоких теплопроводящих свойств. Но есть недостаток — способность к высокому износу. Медь выгорает или растворяется в припое. Недостаток требовалось устранить, и производители стали наносить дополнительное покрытие из никеля или серебра.
Никель обладает высокой прочностью и не изнашивается. Долгий срок службы — это преимущество никелевого покрытия. Недостаток — слабая адгезия. Такой наконечник плохо удерживает припой. Пайку можно выполнить только при подаче припоя непосредственно в зону работы. Рабочую область нагревают жалом, потом ложат небольшую часть припоя или паяльной пасты. Схватывание происходит от нагрева.
 Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток — горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации — наконечник всегда нужно покрывать тонким слоем припоя.
Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток — горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации — наконечник всегда нужно покрывать тонким слоем припоя.
Олово нельзя наносить перед пайкой, поскольку под его слоем начинает выгорать медь. На месте выгорания появляются шлаки, из-за которых отсутствует адгезия. Мастер начинает отвлекаться от работы.

Абразивные материалы стачивают покрытие. Никель или керамика нанесены тонким слоем на жало — вот почему нельзя их стачивать. Дорогостоящий наконечник превратится в медный пруток.
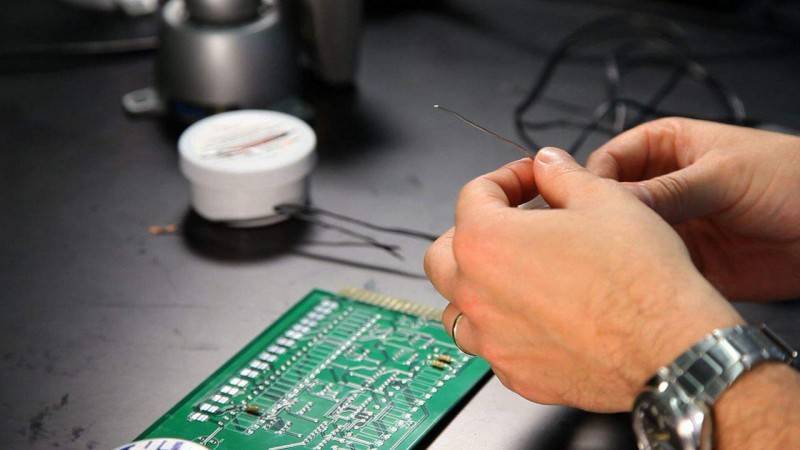
Лужение проводов: технология
Медь и ее сплавы со временем окисляются под воздействием кислорода. Для того чтобы соединения медных проводников в процессе работы не окислялись, необходимо их залудить оловом.
Для работы потребуется:
- Паяльник;
- Припой;
- Флюс или канифоль.
Правильно залудить медный провод, получится только хорошо разогретым паяльником. Поэтому пред началом работ, включаем его в сеть и оставляем разогреваться.
Далее, производим очистку проводников от изоляции. В зависимости от назначения и способа применения, изоляция снимается на необходимую длину. Если проводник многожильный, его обязательно нужно скрутить .
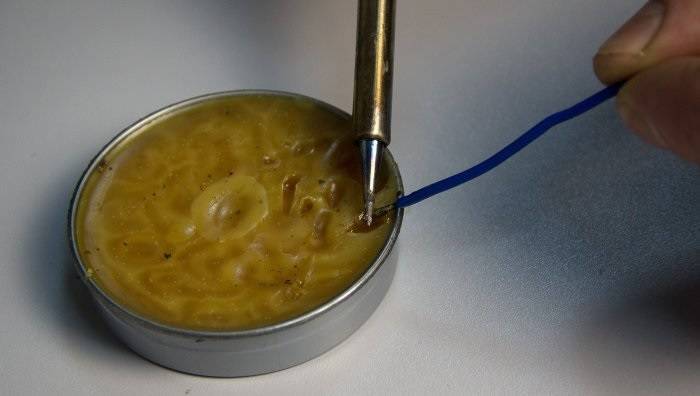
После этого, в зависимости от материала обработки, выполняется следующее. Если медная жила покрывается канифолью, то ее помещают в емкость с данным материалом и нагревают паяльником. Если используется флюс, то провод покрывается жидким флюсом и прогревается паяльником.
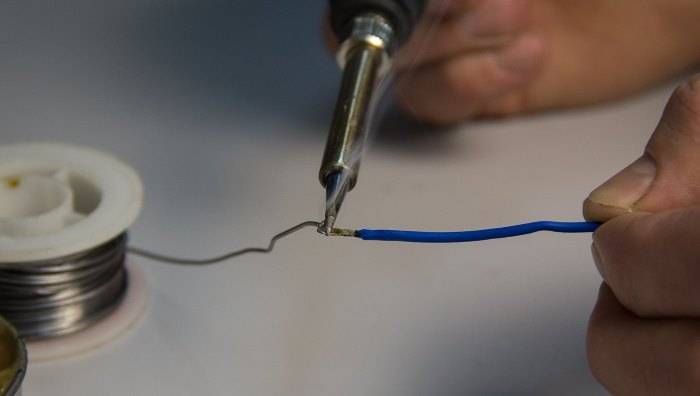
Затем, на разогретое жало паяльника берется необходимое количество олова и используя данное устройство, распределяется по всей поверхности обработанного провода.

Для того чтобы залудить медный кабель большого сечения, используют тигель (емкость для плавления). В этом случае, в разогретую емкость до температуры плавления олова, помещаются куски металла. Жила кабеля обрабатывается флюсом или канифолью и помещается в тигель. Таки образом, достигается, нормальный нагрев жилы и равномерное распределение олова по ее поверхности.
Что нужно и как залудить и припаять провода от наушников
Очень часто, под воздействием механических нагрузок, выходят из строя наушники. Эти приводит к обрыву слаботочных проводников. Данные проводники в устройстве, достаточно тонкие, поэтому технология лужения и пайки немного отличается.
Особенности работы:
- Тонкое жало паяльника;
- Использование канифоли;
- Применение проволочного припоя.
Начать работу, следует с разборки старого девайса. В первую очередь отпаиваются оборванные проводники. Далее производится подготовка к пайке нового провода.
Так как, слаботочные проводники для наушников, для изоляции друг от друга покрывают лаком, то это в некоторой степени затрудняет процесс припаивания. Для этого, облегчения работ, необходимо удалить слой лака с проводов, тем самым подготовить металл для лужения.
Делается это при помощи разогретого паяльника с использованием канифоли. Жила провода, помещается в канифоль, и разогревается. Затем она кладется на ровную поверхность, на которой легкими движениями от изоляции к концу провода счищается слой лака.
После этого, используя разогретый паяльник, тонким слоем олова покрываются провода. Стоит отметить, что залуженные провода наушников не только обеспечивают надежный контакт, но и процесс пайки значительно упрощается.
Процесс подготовки медного жала
 Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Шлаки, остатки канифоли и пластика, окалину и прочий мусор можно удалить на холодном инструменте. Стержень перед этой операцией вытаскивают, чтобы не повредить нагреватель. Жало внутри нагревателя тоже окисляется, что ухудшает теплопередачу. Электричество из-за окалины преодолевает лишнее сопротивление и расходуется впустую.
Перед тем как залудить паяльник с медным жалом его нужно очистить от грязи. Делают это напильником или наждачкой. Материал следует заточить до чистого слоя, чтобы внешний вид был как новый. Проще это сделать наждачкой. Поверхность полируют до гладкого состояния — так окисление проходит медленнее.
Способы лужения медного жала:
- Канифолью. Способ дымный, поэтому в жилом помещении провести его сложно и опасно для здоровья. Лучше воспользоваться балконом. Зачищенное основание погружают в баночку с канифолью и кладут туда немного припоя. Он моментально покроет жало и не даст ему окислиться. После процедуры кончик жала протирают толстым натуральным сукном, но аккуратно, чтобы не обжечь пальцы. Припой вотрётся в медь. Процедуру выполняют после длительного хранения паяльника.
- Способ натирания поверхности оловом. Чистое основание немного разогревают и макают в канифоль. Затем поверхность натирают оловом. Процедуру повторяют несколько раз. Защитный слой закрепляют натиранием о сукно. Результат можно получить без дыма в любом помещении.
Пошаговая инструкция
Итак, чтобы Вам было понятно, как правильно лудить провода, предоставляем пошаговую инструкцию в картинках:
- Подготовьте нужный инструмент: острый нож, пинцет либо пассатижи, паяльник, припой и флюс (в нашем случае канифоль).
- Снимите ПВХ изоляцию с проводника. Для этого лучше всего использовать инструмент для снятия изоляции, но если такого нет – нож в помощь. Зачистить изолирующий слой нужно на 10-20 мм.
- Аккуратно, с помощью того же ножа зачистите жилу до металлического блеска. Если провод, который Вам нужно лудить, многожильный – распушите все проводки и очень аккуратно зачистите их ножом.
- Подключите паяльник к сети и подождите, пока он нагреется. Кстати, перед лужением нужно очистить жало паяльника от мусора и старого припоя. Для этого рекомендуем использовать напильник.
- Проведите разогретым жалом по кончику провода, который Вы собрались лудить.
- Прикоснитесь жалом паяльника к канифоли, а после этого сразу же к припою. Рабочая поверхность паяльника должна равномерно покрыться оловом.
- Прикоснитесь жалом к медному проводу. Припой должен равномерно распределиться по медной жиле. Для лучшего лужения рекомендуем взять проводник пассатижами либо пинцетом, после чего залудить кончик со всех сторон, самостоятельно прокручивая провод.
- Визуально просмотрите, насколько хорошо у Вас получилось залудить кабель. На фото ниже пример отлично проделанной работы. Если не вся рабочая поверхность покрыта припоем, повторите пункты 6 и 7.
Вот таким способом Вы сможете качественно и быстро лудить провода в домашних условиях
Обращаем Ваше внимание на то, что лужение тонких проводов от наушников (либо микрофона) нужно выполнять немного по-другому. Так как проводки эмалированные (вскрыты лаком), сначала Вы должны аккуратно счистить эмаль острым ножом
После этого уже необходимо выполнить лужение паяльником.
Видео уроки по теме:
Вы можете лудить провода и без канифоли – используя специальную паяльную кислоту. В этом случае сначала нужно обработать рабочие поверхности (жало и кончик проводка) кисточкой, смоченной в кислоту, после чего уже наносить припой. И тот и другой способ можно использовать, не опасаясь за качество будущего соединения. Что касается толстого провода, облудить его проще, чем очень тонкого. Немного сноровки и еще меньше времени на это потребуется, главное – не забудьте зачистить поверхность жилы ножом.
Обязательно прочтите:
Варианты облуживания провода без канифоли
Разберемся, что делать, если под рукой не оказалось канифоли, а работу необходимо выполнить в кратчайшие сроки. Далее представлены самые актуальные выходы из сложившейся ситуации.
Янтарь, животный жир и смола
Вариант подойдет для обработки многожильных кабелей с тонким сечением (питающие проводники наушников, блоков питания). Для приготовления флюса понадобится растопить три указанных компонента одновременно, постоянно перемешивая. Это необходимо для получения однородной консистенции. Недостатком метода является образование неприятного запаха от приготовленного раствора.
Использование янтаря для замены канифоли
Батарейки и аспирин
Для облуживания проводников из медного сплава можно воспользоваться следующими подручными средствами:
- батарейка;
- аспирин.
С отработанного аккумуляторного устройства понадобится слить электролит и воспользоваться им.
Слив электролита из старого аккумулятора
Лужение проводов с помощью таблетки аспирина
Универсальные кислоты
Данный способ предполагает применение щелочных средств. Предварительно выполняется тщательная зачистка проводника и припоя. Обработка осуществляется стеарином, наиболее доступный вариант — свечка. Ее необходимо расплавить и равномерно нанести на обрабатываемую поверхность.
Для замены флюса можно использовать борную кислоту
Необычные варианты
Залудить провод без канифоли можно и экстравагантным методом, используя вещество для натирания смычков. Его необходимо растворить в чистом спирте, после чего выполнить обработку подготовленной жилы. Со временем спирт полностью выдохнется, а кабель получит требуемое лужение.
Канифоль для смычков Thomastik Euphon
Выполнить лужение проводов можно самостоятельно, соблюдая определенный порядок действий. Необходимо правильно подобрать припои для конкретного сплава токопроводящей жилы.
Виды припоев для ремонта кузова
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
- На припое указывается соотношение его компонентов (олова, свинца). Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.
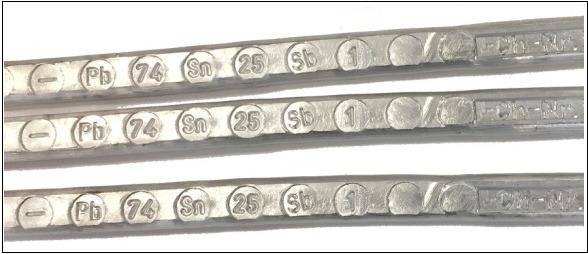 Припой с содержанием свинца (Pb 74%), олова (Sn 25%) и сурьмы (1%).
Припой с содержанием свинца (Pb 74%), олова (Sn 25%) и сурьмы (1%).
- Припой может иметь разное соотношение свинца и олова (70/30, 60/40 или 50/50). Припой с более низким содержанием свинца также используется при ремонте кузова, но имеет низкий диапазон пластичности (от 183ºC до 188ºC), поэтому его сложнее использовать. Припои с таким соотношением обычно применяют на горизонтальных поверхностях, так как они быстро становятся жидкими и могут стекать. Прилипание у всех свинцовых припоев примерно одинаковое и зависит от правильности подготовки поверхности.
- Как альтернатива припою со свинцом был разработан более безопасный припой без содержания свинца. Во всех припоях без содержания свинца, олово является главным компонентом. Другим компонентом может быть серебро, медь, индий или висмут. Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
- Припой, применяемый в электронике, обычно состоит из 60% олова и 40% свинца. Он может содержать флюс в центре. Флюс с канифолью, часто используемый с таким припоем, не способствует адгезии к стали, а флюс с кислотой может действовать хорошо. Такой припой лучше применять только для пайки маленьких отверстий, так как его диапазон пластичности очень маленький.
- Для работы с кузовами из алюминия используется другой тип припоя (с содержанием олова и цинка).
Зачем лудить и точить
 Лужение жала перед пайкой существенно упрощает все операции с паяльником, состоящие в переносе расплавленного припоя в зону контакта. Без этой процедуры удаётся обходиться лишь в том случае, когда купленное паяльное устройство имеет жало, покрытое защитной плёнкой из серебра.
Лужение жала перед пайкой существенно упрощает все операции с паяльником, состоящие в переносе расплавленного припоя в зону контакта. Без этой процедуры удаётся обходиться лишь в том случае, когда купленное паяльное устройство имеет жало, покрытое защитной плёнкой из серебра.
Покрытие на основе серебра хорошо удерживает припой, не ухудшая показателя теплопроводности основы из меди.
Однако изделия с таким покрытием стоят немалых денег; к тому же серебряная плёнка со временем сходит и обнажает медное основание (говорят, что она растворяется в припое). Так что и в этом случае по истечении некоторого времени облудить жало, так или иначе, придётся.
Точить остриё напильником приходится не только перед лужением, но и в тех случаях, когда необходимо придать жалу удобную для работы форму.

Некоторые из пользователей предпочитают, чтобы жало было заточено «под конус». Другие же стараются так заточить его боковые части, чтобы получить плоскую заострённую форму.
Тонкости проведения лужения проводов
Лужение проводов состоит из множества нюансов, которые становятся доступными с опытом. Далее представлены некоторые советы от профессионалов о том, как облегчить и улучшить процесс облуживания:
- Чтобы залудить провод большой длины, целесообразнее использовать тигель или печь.
- При выполнении пайки заводских деталей не нужно делать облуживание. Все контактные части уже очищены от примесей.
- Удалять слой лака с проводников мелкого сечения гораздо проще при помощи зажигалки. Достаточно обжечь контактную часть и удалить образовавшийся нагар.
- При работе с припоем рекомендуется использовать плоскую часть жала паяльника.
- Старые паяльники со временем разогреваются до больших температур. Это приводит к тому, что припой скатывается с жала в процессе пайки. Для исключения проблемы следует подключать прибор к электрической сети непосредственно перед выполнением облуживания.
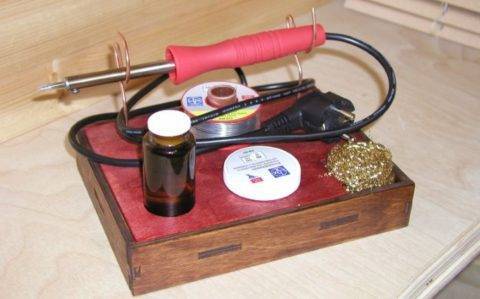
Что ещё необходимо для пайки
Для того чтобы правильно запаять провода в кабельной проводке или в любом другом соединении – помимо паяльника потребуются вспомогательные материалы, называемые расходными. К ним относятся такие распространённые компоненты, как припой, паяльная канифоль и специальные флюсы, существенно повышающие качество пайки. Для удобства пользования паяльником также рекомендуется иметь подходящую подставку.
Канифоль и флюсы
 Что качественно паять любые проводники, в первую очередь нужно очистить их поверхности от окислов (оксидной пленки), для чего потребуются специальные флюсы и канифоли. Эта операция называется лужением и применяется при проведении любых паяльных работ с проводкой. Особо важна такая подготовка при пайке многожильных проводов.
Что качественно паять любые проводники, в первую очередь нужно очистить их поверхности от окислов (оксидной пленки), для чего потребуются специальные флюсы и канифоли. Эта операция называется лужением и применяется при проведении любых паяльных работ с проводкой. Особо важна такая подготовка при пайке многожильных проводов.
Для работы с флюсом можно использовать небольшую кисточку, посредством которой удобно обрабатывать любые проводники. При этом способе нельзя забывать о том, что химически активные флюсы разъедают со временем материалы, и что после лужения их желательно смыть растворителем или спиртом.
При обработке канифолью те же провода укладываются на её поверхность, а затем аккуратно пропаиваются паяльником.

Специалисты считают канифоль достаточно универсальным средством, а флюсы подбираются специально под обрабатываемый металл (как правило – медный). Для их пайки чаще всего применяется флюс марки «ЛТИ-120» или особое вещество, называемое бурой.
Неплохо зарекомендовал себя подготавливаемый своими руками флюс, состоящий из смеси канифоли и спирта (1:5). При его изготовлении размельчённая до состояния порошка канифоль постепенно засыпается в спирт и тщательно взбалтывается до полного растворения.
Припои
 Для пайки медных проводов желательно применять оловянно-свинцовые припои марок ПОС-40,50 или 60, а при работе с алюминием лучше всего воспользоваться составами, подготовленными на основе цинка. Наиболее подходящими считаются паяльные средства под обозначениями ЦО-12 и П250А, а также ЦА-15 (смесь цинка с алюминием).
Для пайки медных проводов желательно применять оловянно-свинцовые припои марок ПОС-40,50 или 60, а при работе с алюминием лучше всего воспользоваться составами, подготовленными на основе цинка. Наиболее подходящими считаются паяльные средства под обозначениями ЦО-12 и П250А, а также ЦА-15 (смесь цинка с алюминием).
Очень удобна в обращения марка припоя, внутри которого имеется канифоль (тип ПОС-61). При его применении необходимость в обработке каждого отдельного проводника канифолью отпадает.
При работе с таким припоем потребуется достаточно мощный паяльник (не менее 100 Ватт).
Из всего сказанного следует, что помимо припоев и флюсов особое внимание должно быть уделено выбору подходящего паяльника
Паяльник и вспомогательные материалы
 Паяльный инструмент рекомендуется выбирать из соображений допустимой мощности аппарата, а также удобства лужения и спайки проводов, осуществляемых с его помощью.
Паяльный инструмент рекомендуется выбирать из соображений допустимой мощности аппарата, а также удобства лужения и спайки проводов, осуществляемых с его помощью.
При этом желательно ориентироваться на следующие требования:
- мощность инструмента не должна превышать 80-100 Ватт;
- паяльник должен иметь заточенное «под угол» жало;
- наконечник устройства перед началом работ должен быть тщательно залужён.

Помимо паяльника для успешного проведения пайки проводов потребуются удобная и лёгкая подставка, а также специальный инструмент (пинцет, кусачки, пассатижи и набор наждачных шкурок).
Подставку под паяльник проще всего изготовить из куска пластика или древесины подходящего размера с закреплёнными на нём металлическими опорами.
На её основании можно будет закрепить металлическую ёмкость (чашечку от старого механического звонка, например), в которой удобно хранить припой и канифоль.
Варианты обработки проводов
 Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Как же залудить паяльник
Сразу после того как закончили заточку жала, паяльник включают в розетку и разогревают до его максимально возможной температуры. Хорошо нагретый инструмент становиться оранжево-красноватым. Долго греть тоже не надо, иначе наконечник начнет обгорать.
Затем жало опускают в канифоль или специальную смолу, а далее в припой из олова. Эту процедуру выполняют несколько раз, пока припой не покроет весь кончик. Далее натирают горячий паяльник толстым натуральным сукном, втирая припой.

Недостаток данного способа – много дыма и неприятный запах, в комнате такое лучше не делать, лучше на открытом воздухе. Подходит для очень запущенного инструмента.

Разогретый паяльник опускаем в канифоль и натираем поверхность жала припоем из олова. Делаем так несколько раз. Затем натираем рабочий конец сукном с каплей расплавленного флюса. Таким образом слой закрепляется и создается необходимое покрытие.

На фото нашей галерее можно увидеть как залудить паяльник.
Порядок действий
 Чтобы облудить провод, нужно действовать по следующему алгоритму:
Чтобы облудить провод, нужно действовать по следующему алгоритму:
- С помощью специального инструмента, ножа или скальпеля удалить изоляционный слой с проводов, которые потребуется соединить.
- После удаления изоляционного материала токопроводящие жилы зачистить до образования характерного блеска. Для этого можно использовать нож или наждачную бумагу. Если работа предстоит не с литой жилой, а многожильным проводом, каждый проводок распушается и зачищается по отдельности.
- В розетку включается паяльник и очищается от всех загрязнений, которые он любит собирать, особенно старого припоя и пыли. Во время очищения жилы паяльника рекомендуется использовать небольшую наждачную бумагу.
- Требуется разогреть кончик провода. Это можно сделать с помощью паяльника, газовой горелки или обычной зажигалки.
- Когда паяльник разогрелся до рабочей температуры, его жилой прикасаются к припою и канифоли. Рабочая поверхность обильно должна быть покрыта растопленным оловом.
- Следующий этап – горячим паяльником касаться медного проводника. Припой должен равномерно распределяться по жиле. Чтобы нанести припой, используются пассатижи и пинцеты.
- По окончании работ внимательно осматривается кабель или провод. Рабочая поверхность должна быть полностью и равномерно покрыта припоем. Пустые полости или скопления вещества должны отсутствовать. Если обнаружены недочеты в работе, к процедуре приступают повторно.
Паяльник с вечным жалом
Лужение так называемого «вечного» или несгораемого жала обычно вызывает затруднение (даже при использовании флюса). На форумах удалось отыскать методику, автор которой предлагает такую последовательность действий:
- Берётся лоскуток чистой хлопчатобумажной ткани, обильно смоченный в воде.
- Затем припой кладётся в баночку с канифолью, после чего переходят к лужению.
- Сначала горячим жалом следует пару раз пройтись по мокрой ткани, что позволит избавиться на короткое время от имеющейся на нём плёнки окисла.
- Не дожидаясь образования нового соединения, нужно быстро погрузить наконечник пальника в канифоль и утопить в ней комочек припоя, доведя его до расплавленного состояния.

Таким путём удаётся растворить в канифоли остатки окислов, которые тут же замещаются лудильным составом.
Луженая медь: характеристики и применение
Благодаря своим свойствам, медная проволока, нашла широкое применение, как в бытовых, так и промышленных масштабах. Главной особенностью меди, является устойчивость к различным механическим воздействиям, перепадам температуры и влиянию атмосферных осадков.
Но для улучшения показателей устойчивости меди, используют процесс лужения, при котором она покрывается тонким слоем олова, толщина которого варьируется 1 – 20 микрон.
Процесс лужения медной проволоки:
- Очистка;
- Лужение;
- Выравнивание слоя олова;
- Охлаждение;
- Повторное выравнивание;
- Упаковка.

В первую очередь, катушка с проволокой устанавливается на специальный подающий механизм, посредством которого, она проходит все необходимые процессы.
Сначала, проходя через специальные щетки, которые смачиваются раствором хлорида цинка, проволока очищается. Раствор хлорида цинка, получают путем растворения гранулированного цинка в соляной кислоте.
После того, как проволока прошла очистку, она проходит через ванну, наполненную расплавленным оловом. Данный способ, позволяет добиться равномерного распределения олова по всей поверхности металла.
Далее, для придания идеальной равномерности покрытию, проволока проходит через небольшие щетки из резины. Таким образом, устраняются наплывы олова на поверхности проволоки.
Затем, проволоку охлаждают. Происходит это при прохождении ее через ванну наполненную холодной водой. Данные процесс, выполняет функцию улучшения качества соединения олова с медной поверхностью проволоки.
После этого, проволока проходит вторичную обработку щетками, при которой проволока полностью избавляется от наплывов и при необходимости уменьшается ее диаметр.
На приемном механизме, проволока наматывается на катушку и упаковывается.
Подготовка нового паяльника
Подготовка паяльника к работе заключается в том, чтобы прокалить его исполнительную часть (жало) до такого состояния, при котором оно сможет полноценно выполнять свои функции.

Дело в том, что у любого паяльного инструмента, только что принесённого из магазина, на жало имеются следы окислов меди (они образуются после длительного контакта с воздухом). Естественно, что этот налёт ухудшает контакт с рабочими составами (припоем и флюсом).
Для достижения этого необходимо предпринять следующие шаги:
- Во-первых, следует тщательно прокалить жало до состояния, пока металл не приобретёт красновато-оранжевый оттенок. С этого момента оно будет обгорать, то есть начинается процесс термического выжигания остатков окислов, сопровождающийся характерным резким запахом.
- Во-вторых, по истечении определённого времени, когда на поверхности жала появится характерный для меди нагар, следует соскрести его любым острым металлическим предметом.
- В-третьих, очищенное от нагара жало паяльника должно пройти ещё одну операцию, называемую лужением. Для того чтобы качественно залудить наконечники любого типа следует научиться отличать варианты их исполнения.
Правильный порядок действий
После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым жалом паяльника.
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.
Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать готовую паяльную кислоту, всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Порядок пайки
Техника паяльных работ непосредственно связана с типом образуемого соединения, которое может иметь следующие исполнения:
- обычная скрутка, чаще всего встречающаяся в распределительных цепях;
- стыковочный узел из проводов различного класса (меди и алюминия, в частности);
- витые сочленения, оформляемые в квартирных коробках распределения и другие виды соединений.
При пайке обычной скрутки особое внимание следует обратить на сечения каждого из проводов, которые могут иметь существенное отличие по толщине. Если один из них толстый, а другой несравненно тоньше его – их скрутка формируется особым образом
Для получения надёжного паяного соединения в этом случае следует намотать заранее залуженный тонкий провод вокруг хорошо зачищенной оголённой части толстого, а затем изогнуть её в любом удобном направлении. Лишь после этого следует тщательно пропаять зону из сочленения по всей длине оголённой части (предварительно нанеся на это место раствор канифоли).

Для снятия изоляции с проводников можно воспользоваться обычной зажигалкой, под пламенем которой защитная плёнка сначала сжигается, после чего её остатки соскабливаются ножом или скальпелем.
Таким образом, весь процесс пайки условно может быть разбит на два этапа, на каждом из которых осуществляются следующие действия.
Во-первых – подготовка (удаление с поверхности лака) и лужение самих проводов. А во-вторых – их надёжная запайка в месте контакта. При параллельном соединении (без скрутки) жил необходимо уложить их вплотную на рабочей площадке стола и, придерживая одной рукой, во вторую взять паяльник и прогладить жалом место контакта.
Подготовка изделий
Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Метод подготовки зависит от состояния поверхности.
- Обработка щетками.Этот метод используется, если на поверхности изделия есть окалина или сильные загрязнения. Перед обработкой изделие рекомендуется тщательно вымыть. Для лучшего эффекта можно использовать абразивное вещество: песок, известь, пемзу.
- Шлифование.Так подготавливаются поверхности, имеющие неровности. При шлифовании можно воспользоваться абразивным кругом или наждачной бумагой.
- Химическое обезжиривание.Проводится специальными растворами: 5-10 % раствор едкого натра, 10-15 % раствор углекислого натрия; 10-15 % раствор фосфорнокислого натрия. Их необходимо подогреть до 60-80 градусов. Могут использоваться растворители жира: венская известь, бензин, керосин. При использовании бензина и керосина следует учитывать, что они взрыво- и пожароопасные.После удаления жира изделия следует промыть водой. Определить, удален жир с поверхности или нет, можно визуально. Если вода равномерно растекается по поверхности изделия, а не собирается на ней каплями, то поверхность обезжирена.
- Травление.Этим методом подготавливаются изделия из железа, меди, латуни. Травление происходит подогретым 20-30 % раствором H2SO4 (серная кислота). Продолжительность травления 20-30 мин. Затем поверхность изделий промывается холодной водой, протирается влажным песком, промывается горячей водой с температурой 80-100 °С.
После подготовки можно проводить лужение деталей.



